about patents http://www.learnaboutpatents.net/?cat=1
IPM PORTFOLIO ENGLISH IPM PORTFOLIO SPANISH anti counterfeiting laser solution MLL-1download Patent Text
Outstanding Micro Cluster Production Technologies
MLL-1 anti piracy micro laser treatment, line perforation real alternative for galvanometer or scanner, super-high speed rotate cone mirror, cluster micro technology for holes pattern, perforation design, waves, zigzag or packages lines, cryptograms, company logos, holograms, anti piracy, counterfeiting, security paper, safety, bank note, metal sticker, printing, laminating, coating, fruit, food, bread, vegetable, agriculture covering, credit cards, transparent film, holographic paper, cigarette, tipping, filter, aluminum foil, shrinkable film, tear tape, cardboard, matrix code, identification, RFID, tag, marking, scribing, jewelry, automotive, pharmacy, golf, marina, tobacco, smoking, chemical, medical, product, electronics part, indicator, porosity contours or profile, embossing, bioengineering, membrane, filtration, focus, holographic, hinge-lid, pack. Patent pending DE102004012081.
LPM-1 micro laser cluster perforator, material treatment at wide web, large area, surface or entire material cluster treatment, cutting, welding, drilling, ablation, cleaning, melding, high power, ultra high speed rotate quad or twin laser beam splitter, twin level vacuum multiplexer, up to 4 Kilowatt laser input, flexible hollow fibers, HGW, HCW, up to 200 output channels, Co2. Material treatment and robotic handling for stainless steel, ceramic, aluminum, wafer, gold, glass, silver, brass, copper, wafer, silicon, titanium, silicon, solar, panel, photovoltaic, micromachining, slitting, rewinding, refining machines or stand along systems. Micro cluster perforation for all kind of paper or specific plastic web material. Patent granted DE102004001327.
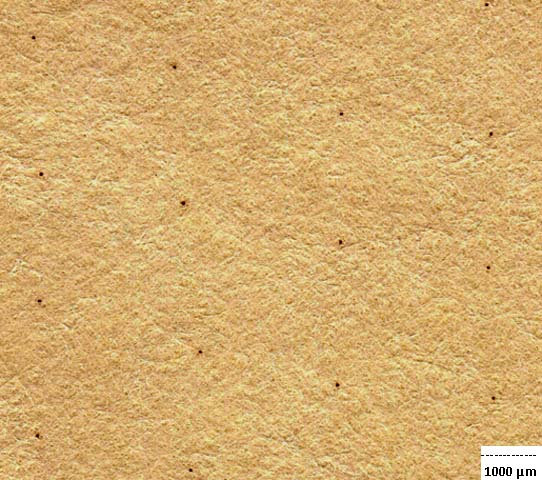
Nano Micro perforation or other material surface treatment, electrostatic cluster perforation, micro perforator, for cigarette, tipping, filter, packaging, plug wrap, Kraft, cement, pet, powder, sack, bag, fine and other paper, silicon or other coating, certain plastic film, laminate, porosity from 80 up to 2,500 C.U., from 50 down to 4 Gurley, hole sizes from 50 nm up to 100 micron, hole densities from 80-260 h/cm2, zone widths from 2.0-6.0mm, up to 16,000,000 holes per Second, web speeds up to 600 m/min, web widths up to 2,000mm. Patent granted DE10328937.
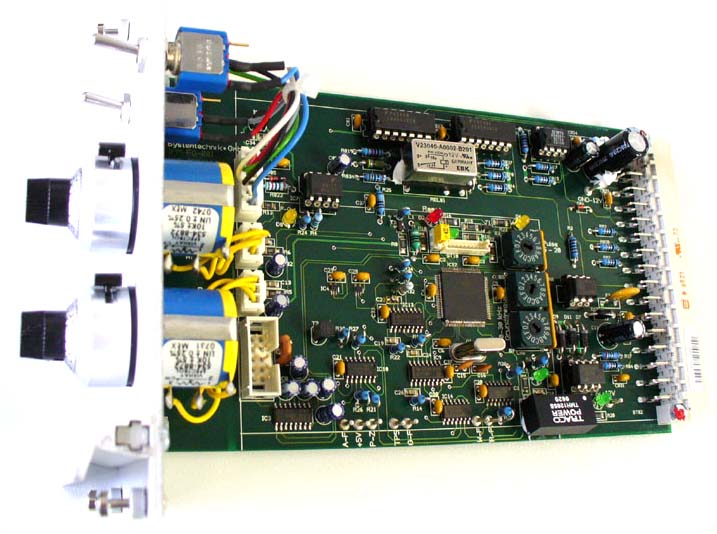
Twin AC/AC, AC/DC frequency shift converter high power, high frequency, high voltage, ultra short mega peak current, electrostatic nano or micro cluster perforation, ignition, sparking, arc, cigarette, tipping, filter, fine, packaging, paper, plug-wrap, sack, bag, Kraft, food, plastic film, foil, textile, fabrics or other product, switching converter, compressor, emergency, train, ship or vessel power supply, generator, fuel cell, upward, downward, frequency shift switching unit, stabilizer, soft starter, vector, phase, inverter, servo system, motion, stepping, machine, asynchronous, standard, motor, torque, automation, remote, gas, slab, laser, diode, stack, fiber, fibre optics, beam, material, hybrid, plug-in, battery, renewable, energy, medical equipment, membrane, filtration, robotic, photovoltaic, industrial automation, drives, IGBT, MOSFET, FRETFET, HVFET, tube, rf, hv. Patent granted DE10328937.
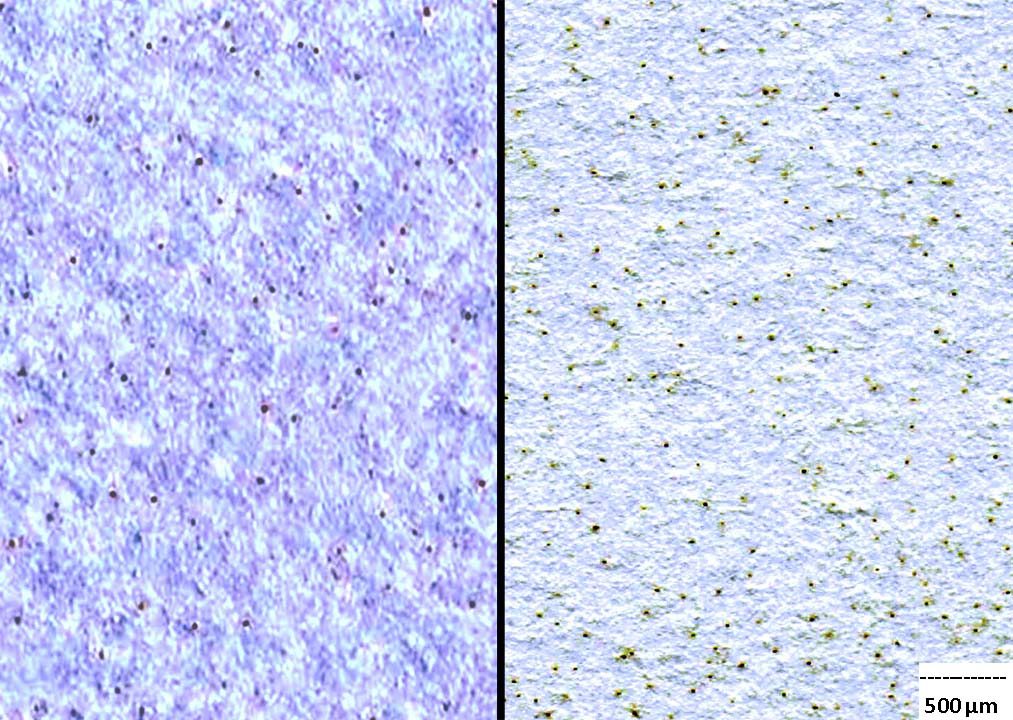
Online OPSS-1 porosity vision scanning control system permeability cluster control for electro static or laser micro perforation machines, multiple color sensor head, spectral intensity, DSP, FPGA, CCD, line, precise, laser, position, material finger print detection, VIS wave length, opacity, defects, inspection, image control, scanner systems, process software, line, camera, vision control, filter, tipping, cigarette, book, packaging, magazine, bible, wall, Kraft, paper, coffee, tea, food, co-extrusion foil, film, agriculture, cement, domestic or other moving fabrics or web material. Patent pending DE10251610, China patent granted 200310104764.
In-situ dyne or surface tension control ODSTM-1 at fast moving substrate, plastic, film, foil, tear tape, laminate, co-extrusion, BOPP, LLDPE, LDPE, PE, PP, PVC, MOV, MOH, FEP, PET, OPP, PTFE, MPET, spectral, extinction, monolithic, sensor, analyzing, Subangstrom, roughness, measurement, wavelength, wobbling, stray, light, beaming, water drop, angle, inspection, corona, plasma jet, laser, IR, NIR, scanning, monolithic spectrometer, photonics, spectral, properties, reflectometer, scatterometry, ellipsometry, opto, acoustic, basic, weight, techniques, corona, flam, gas treatment. Previous patent application DE19543289.
Patent references
http://www.wikipatents.com/gb/2149092.html
http://www.wikipatents.com/de/3332886.html
http://www.wikipatents.com/de/2918283.html
http://www.freepatentsonline.com/EP0460369.html
http://www.freepatentsonline.com/7224447.html
http://v3.espacenet.com/publicationDetails/biblio?CC=EP&NR=0460369&KC=&FT=E
http://www.inpama.com/index.php?content=invention&id=18
http://www.inpama.com/index.php?content=invention&id=19
http://www.inpama.com/index.php?content=invention&id=20
http://www.inpama.com/index.php?content=invention&id=21
http://www.inpama.com/index.php?content=invention&id=22
http://www.inpama.com/index.php?content=invention&id=23
http://www.inpama.com/index.php?content=invention&id=24
https://www.patent-net.de/index.php?content=projekt&id=163
https://www.patent-net.de/index.php?content=projekt&id=213
https://www.patent-net.de/index.php?content=projekt&id=155
https://www.patent-net.de/index.php?content=projekt&id=156
https://www.patent-net.de/index.php?content=projekt&id=214
https://www.patent-net.de/index.php?content=projekt&id=157
https://www.patent-net.de/index.php?content=projekt&id=158
https://www.patent-net.de/index.php?content=projekt&id=287
EU technology links
http://www.ircnet.lu/matching/completerec.cfm?BBS_ID=20036&org=391 Title: Micro-laser line perforation for web materials such as paper, metal or other substrates and laser application fields in industry (paper, packaging or cigarette industry) and research (Ref: 06 DE NRXE 0FGK ) http://www.bit.or.at/irca/bbsshow8.php?ref1=06%20DE%20NRXE%200FGK&vQuelle=inna.at Micro-laser line perforation for web materials such as paper, metal or other substrates and laser application fields in industry (paper, packaging or cigarette industry) and research http://www.bit.or.at/irc/bbs-show.php?ref1=06%20DE%20NRXE%200FIX&vQuelle=&cc=&eoi=NO Optical online porosity scanning system http://www.enterpriseeuropenetwork.at/marktplatz/index.php?file=bbs-show.php&bbsref=06%20DE%20NRXE%200FIX&source= Optical online porosity scanning system http://www.enterpriseeuropenetwork.at/marktplatz/index.php?file=bbs-show.php&bbsref=06%20DE%20NRXE%200FIP&source= Dual, high-power, high- frequency switching unit for various perforation or other applications to increase operation frequencies and power levels http://www.enterpriseeuropenetwork.at/marktplatz/index.php?file=bbs-show.php&bbsref=06%20DE%20NRXE%200FGR&source= Off-line laser perforation system and machines for wide-web cigarette tip paper, packaging paper or other material sheets by using a high-power laser multiplexer http://www.enterpriseeuropenetwork.at/marktplatz/index.php?file=bbs-show.php&bbsref=06%20DE%20NRXE%200FGK&source= Micro-laser line perforation for web materials such as paper, metal or other substrates and laser application fields in industry (paper, packaging or cigarette industry) and research
PowerSourcing Links
http://www.PowerSourcing.com/se/lasermicroholedrilling.htm http://www.PowerSourcing.com/se/laserscanning.htm http://www.PowerSourcing.com/se/laseroptics.htm http://www.PowerSourcing.com/sf/electricalpackaginglinedesign.htm http://www.PowerSourcing.com/sf/packaginglinedesignelectrical.htm http://www.PowerSourcing.com/se/paperproducts.htm http://www.PowerSourcing.com/se/coatedtreatedpaper.htm http://www.PowerSourcing.com/sf/microperforation.htm http://www.PowerSourcing.com/sf/lasermicromachining.htm http://www.PowerSourcing.com/se/machinetoolsinspectionqualitycontrol.htmNano Mikro Perforation – ein Archipel technischer Möglichkeiten
Verfahren und Vorrichtung zur Laserperforation von breiten Warenbahnen
download Patent DE102004001327
Die Erfindung beschreibt und umfasst ein Verfahren und Vorrichtung zur Laserperforation in bis zu 600 m/min bewegten und bis zu 2000 mm breiten Warenbahnen, wobei die erzeugten Laserlochreihen oder Lochreihengruppen im wesentlichen parallel zur Transportrichtung der Bahn angeordnet sind.
Unter bewegtem Warenbahnen sind im Zusammenhang dieser Erfindung insbesondere Papier- oder anderweitig veredelte Bahnen zu verstehen, wie z.B. Zigaretten-, Mundstückbelag- und Kaffeefilterpapiere, Filterumhüllungspapiere so genannte Plug-Wrap, Sicherheitspapiere, holografisch bedruckte, foliengepresste, beschichtete oder metallisierte Papier- oder Verpackungs- oder auch bestimmte Kunststoffbahnen wie BOPP, LDPE, HDPE, Spinvliese usw. die zumindest im Bereich der Perforationen ein gewisses Maß an Gas- oder Wasserdurchlässigkeit aufweisen. Diese Materialien werden für verschiedene Weiterverarbeitungsprozesse im Format von 400 – 2000 mm als Großrollen, oder auch Jumbo Rollen genannt, in Längen bis zu 25.000 Metern und Rollendurchmessern bis 1500 mm ab- und aufgerollt. Daher sind in dieser Erfindung mit Breitbahnen Materialbreiten von mindestens 200 mm, was für Mundstückbelagpapiere auf mindestens 3 Bobbienen übertragbar ist, anzusehen.
Im gleichen Zusammenhang wird die Laserperforation als Offline Perforation bezeichnet, und grenzt sich damit eindeutig zur Online Laserperforation an Zigarettenherstellungs- bzw. Filteransetzmaschinen oder auch Verpackungsmaschinen ab. Die mit dem menschlichen Auge normalerweise nicht sichtbaren, oder wenn gewünscht sichtbaren, Perforationen sind mit fokussierbaren Einzellaserstrahlen sehr präzise in der Lochgröße und Lochposition erzeugbar. Aufgrund der physikalischen Bedingungen und thermischen Eigenschaften und damit verbundenen Absorptionen der vorzugsweise verwendeten Warenbahnen kommen CO2-Leistungslaser im Wellenbereich von 10.4 – 10.8 µm zum Einsatz.
Hierzu lassen sich die wesentlichen Fakten und Anforderungen der offline Laserperforation für die eingangs genannten Warenbahnen wie folgt zusammen fassen
Unter diesem physikalisch, technischen Hintergrund und den hohen Produktanforderungen ist die nachstehende Erfindung der Offline Laserperforation zu sehen und sind deren vorteilhaften Lösungen erarbeitet.
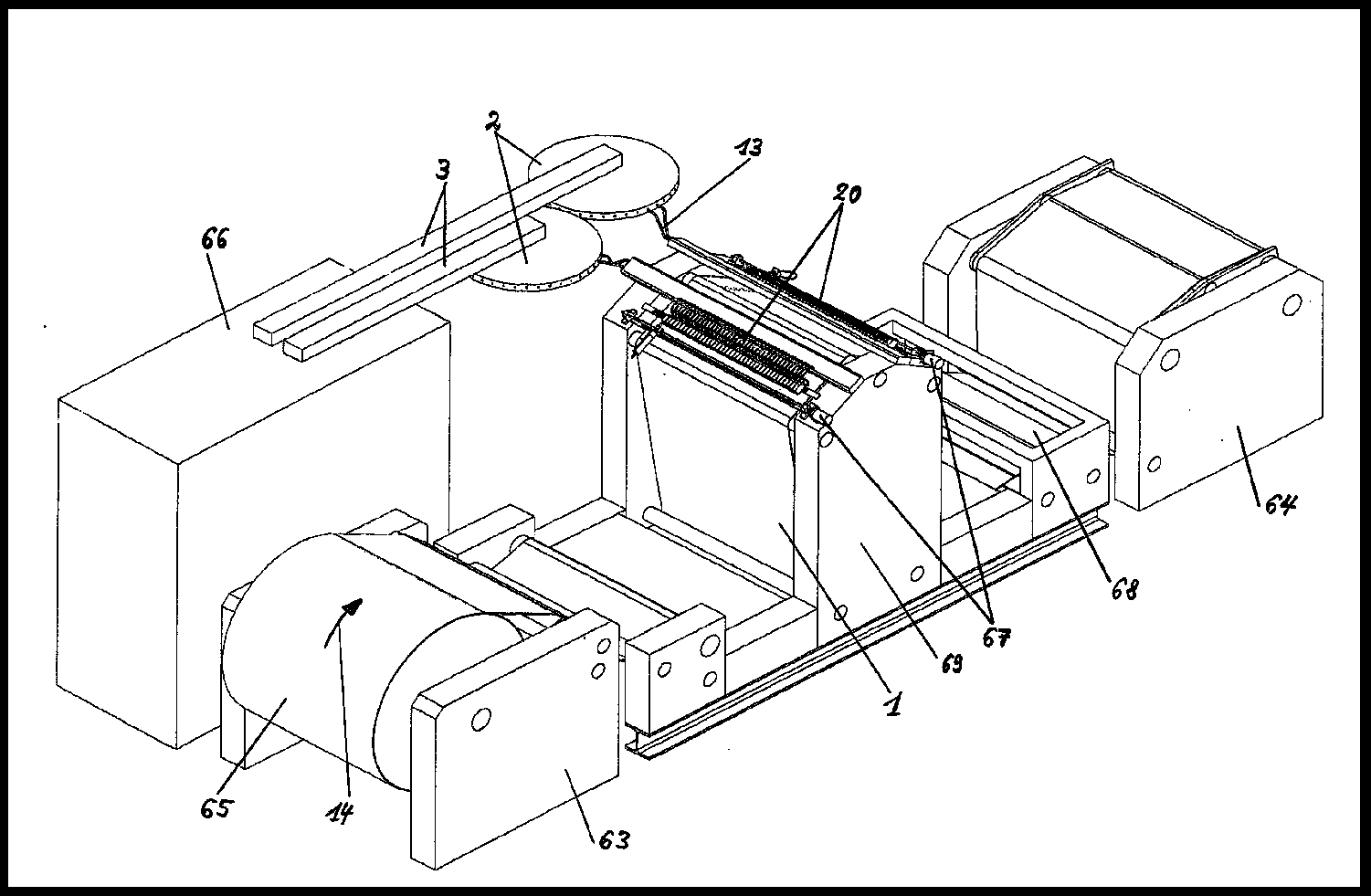
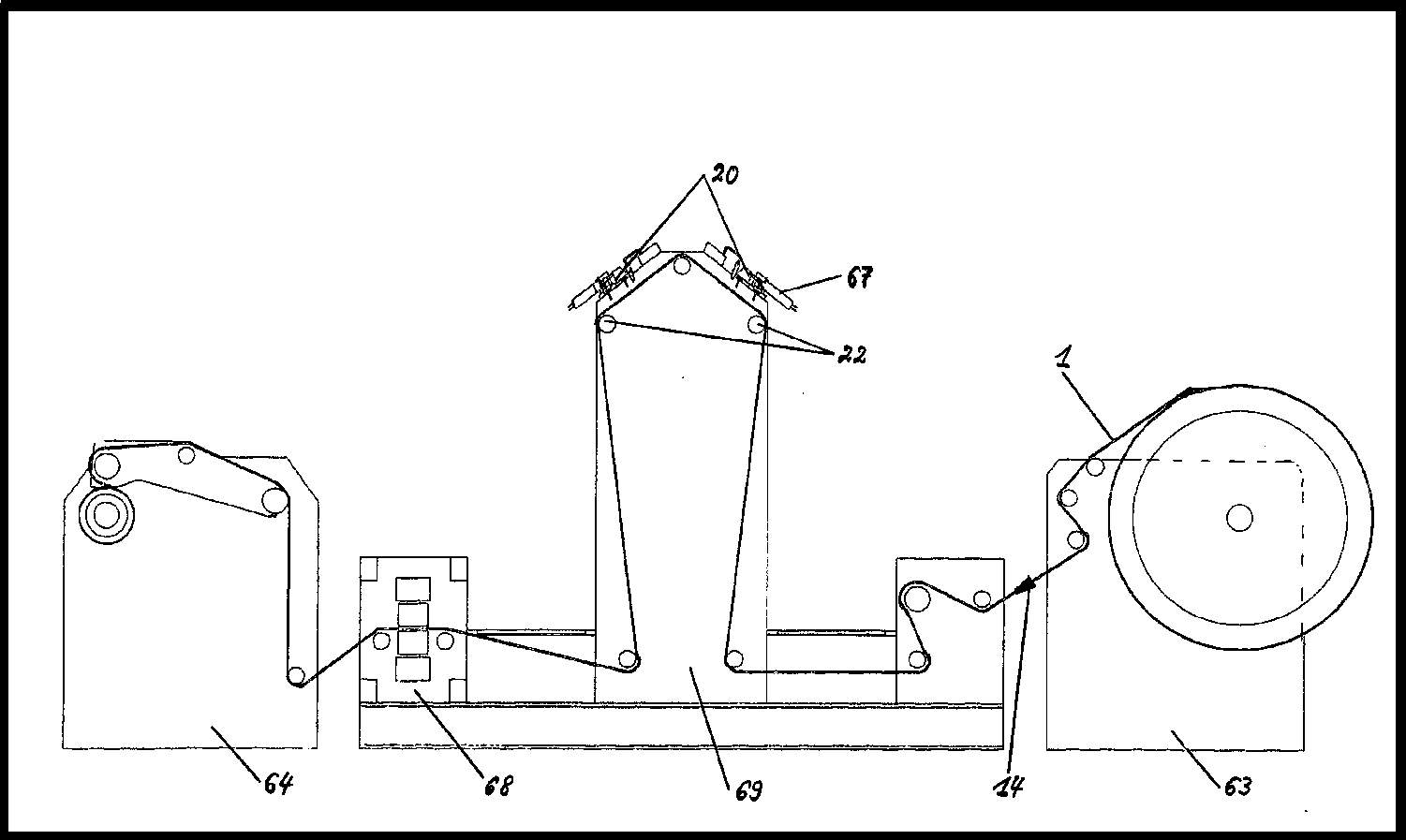

ZUSAMMENFASSUNG ( Fig. 13 )
Für die Laserperforation von breiten Materialbahnen werden Verfahren und Vorrichtungen angegeben, mit der es nunmehr möglich ist, bis zu 2000 mm breite Warenbahnen (1) mit Laserlochreihen unterschiedlicher Freiheitsgrade und Lochsequenzen bis 2.000.000 Löcher pro Sekunde zu generieren. Mit dem Einsatz von CO2 Hohlleiterfasern (13), rotierenden kubischen zwei- oder vierfach Strahlteilern (36) oder auch Polygonen geneigten Facetten (4), einem optischen und im Vollkreis ausgebildeten Hochleistungslasermultiplexer (2) sind bis zu 200 optische Einzelkanäle (7,8) industrietauglich realisierbar. Zwischen der Abroll- (63) und Aufrolleinrichtung (64) ist die Perforationssektion und deren mechanische Einrichtung (69) und in Bahnlaufrichtung folgend das optische Online Porositätsmesssystem (68) angeordnet. Hoch automatisiert betrieben und motorisch verstellbar sind die Fokussieroptiken (20) der Perforationsköpfe (31) quer zur Warenbahn (1) positionierbar. Mit diesem Verfahren, deren Vorrichtungen und Ausführungsvarianten ist es nunmehr möglich, die Laserperforation für breite und sich bis zu 400 m/min bewegende Warenbahnen (1), wie z.B. Mundstückbelag- oder Verpackungspapiere, mit einer sehr hohen Anzahl von optischen Einzelkanälen einzusetzen. Zusammen mit optischen Online Porositätssystemen (68) lassen sich die Porosität, die Lochqualität und auch Lochreihenposition moderat überwachen und über direkte Rückführungen in das Perforationssystem auftretenden Änderungen kontinuierlich kompensieren, so dass komplette Produktionsrollen (65) ohne Zwischenstopps qualitativ hochwertig und in großen Mengen perforierbar sind.
Verfahren und Vorrichtung zur Mikro Laser Linien Perforation
download Patentanmeldung DE102004012081
Die Erfindung beschreibt und umfasst Verfahren, Vorrichtungen und Produkteigenschaften zur Mikro Laser Linien Perforation in bis zu 600 m/min bewegten Warenbahnen, wobei die erzeugten Laserlochreihen oder Lochreihengruppen im Wesentlichen nicht in geradliniger Weise und stetig parallel zur Transportrichtung der Bahn angeordnet sind.
Unter Warenbahnen sind im Zusammenhang dieser Erfindung Papier- oder anderweitig veredelte Bahnen zu verstehen, wie z.B. Zigaretten-, Mundstückbelag- und Kaffeefilterpapiere, Filterumhüllungspapiere so genannte Plug-Wraps, Sicherheitspapiere, holographisch bedruckte, foliengepresste, beschichtete oder metallisierte Papier- oder Verpackungs- oder auch bestimmte Kunststoffbahnen wie BOPP, LDPE, HDPE, Spinvliese usw. die im Bereich der Perforationen ein gewisses Maß an Gas- oder Wasserdurchlässigkeit aufweisen.
Diese Materialien werden für verschiedene Weiterverarbeitungsprozesse im Format von 50 – 2000 mm als Bobienen oder Jumbo Rollen in Längen von 3.000 bis zu 25.000 Metern und Rollendurchmessern von 400 mm bis 1500 mm ab- und aufgerollt.
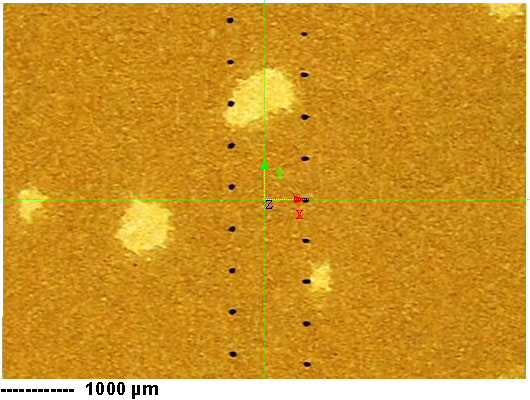
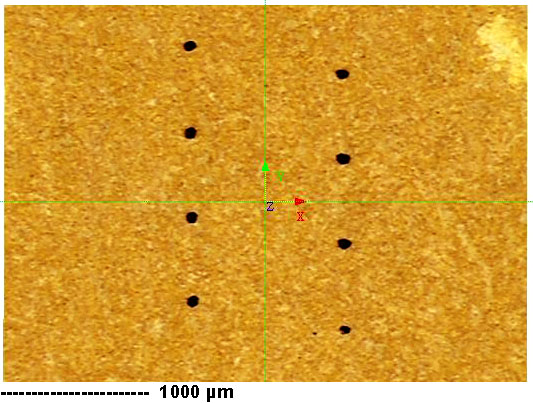
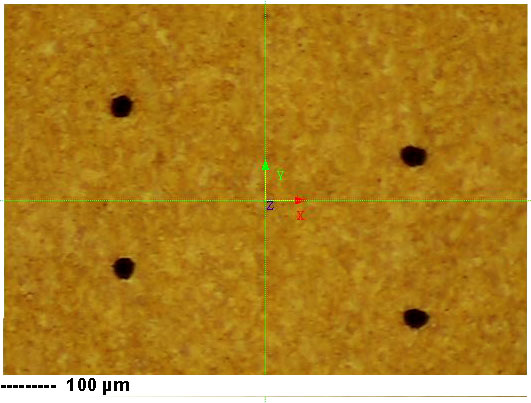
In dieser Erfindung wird die Mikro Laser Linien Perforation, mit Lochgrößen im Bereich von 50 µm bis 200 µm und Lochsequenzen von 10 – 30 Löchern/cm einer jeden Lochlinie und bis zu 8 Lochlinien pro Liniengruppe, als Offline Perforation definiert, und grenzt sich somit eindeutig zur Online Laserperforation an Zigarettenherstellungs-, Filteransetzmaschinen oder auch Verpackungsmaschinen ab.
Die mit dem menschlichen Auge normalerweise nicht sichtbaren, oder wenn gewünscht sichtbaren, Perforationen sind mit fokussierbaren Laserstrahlen sehr präzise hinsichtlich ihrer Lochgröße und Lochposition erzeugbar. Aufgrund der physikalischen Bedingungen und thermischen Eigenschaften und damit verbundenen Absorptionen der vorzugsweise verwendeten Warenbahnen kommen CO2-Leistungslaser im Wellenbereich von 10.4 – 10.8 µm und optischen Leistungen von 500 – 2000 Watt zum Einsatz.
Der Stand der Technik für das Auslenken, Umlenken, Weiterführen und Pulsen von CO2 Laserstrahlen ist in einer Vielzahl von internationalen und nationalen Patenten beschrieben, so dass an dieser Stelle die Schutzrechte mit dem Stand der Technik angegeben werden, die unmittel- oder mittelbar mit dem Perforieren der Warenbahnen aus den o.g. Anwendungsbereichen im Zusammenhang stehen.
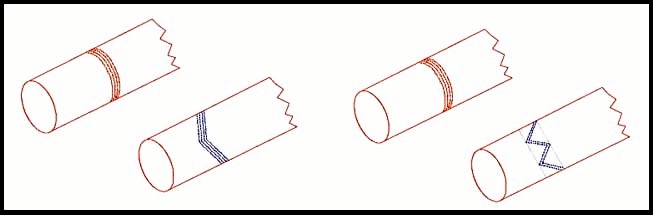
ZUSAMMENFASSUNG ( Fig. 7 )
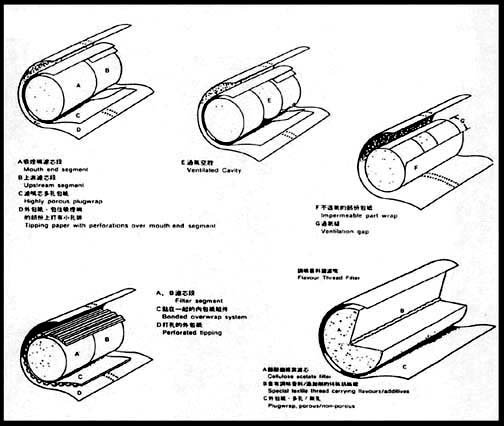
Für die Mikro-Laser-Linienperforation von Materialbahnen 11 wie Mundstückbelagpapiere, Verpackungsbahnen usw. werden Verfahren und Vorrichtungen angegeben, mit denen es nunmehr möglich ist, bei großen Freiheitsgraden verschiedene Perforationsmuster 34 in Form von Wellenlinien 47, Zick-Zack-Linien 48 oder andere Formen zu erzeugen, welche innerhalb des Filterbereiches 39 von Zigaretten deutlich verbesserte Luftverteilungseigenschaften aufweisen. Die speziellen Ausführungen der Mikro-Laser-Linienperforation schaffen grundlegend neue Produkteigenschaften, die sich als Endprodukt auf dem Mundstückbelagpapierblättchen 36, 37 eines jeden Zigarettenfilters 39 und Zigarette oder anderen Produkten dieser Art als ein ganz spezifisches Markenzeichen wieder findet, und für jedermann erkennbar ist. Technologisch wird dies durch Laserstrahlauslenkungen 24, 25 mittels Piezo-Schwingern 13 als Aktuatoren mit aufgesetzten Metalloptiken oder unsymmetrisch aufgebauten, rotierenden Reflektionskegeln 18 erreicht, deren funktionalen und zeitlichen Abläufe mit der Bahngeschwindigkeit der Materialbahn 11 gekoppelt sind. Die Hüllkurvenpunkte der gewählten Perforationsform 48 werden für die Einzellochreihen 33 und Lochreihengruppe 34 zuvor berechnet und während des laufenden Perforationsverfahren von der freiprogrammierbaren Steuerung ausgeführt und überwacht.
Verfahren und Vorrichtung einer dualen Hochleistungsschaltung zur elektrostatischen Perforation
download Patent DE10328937
Die Erfindung beschreibt ein Verfahren und dazu gehörende Vorrichtung einer dualen Hochleistungs-Halbleiterschaltung zur elektrostatischen Perforation für laufende Bahnmaterialien, wobei die Perforation in Form von Zonen, Spuren, Lochreihen, Feldern mit unterschiedlichen Größen und Positionen oder Perforationsbereiche, die im wesentlichen parallel zur Transportrichtung der Bahn angeordnet sind.
Unter bewegtem Bahnmaterial sind im Zusammenhang der Erfindung insbesondere Papier- oder anderweitig veredelte Bahnen zu verstehen, wie z.B. Zigaretten-, Mundstückbelag- und Kaffeefilterpapiere, Filterumhüllungspapiere so genannte plug-wraps, Sicherheitspapiere, holografisch bedruckte, foliengepresste, beschichtete Papier- oder Verpackungsbahnen die zumindest im Bereich der unterschiedlichen Perforationen ein gewisses Maß an Gas- oder Wasserdurchlässigkeit aufweisen. Diese Bahnen werden als Rollen im Breitbahnformat oder als Schmalrollen, den so genannten Bobienen, aufgerollt und weiterverarbeitet.
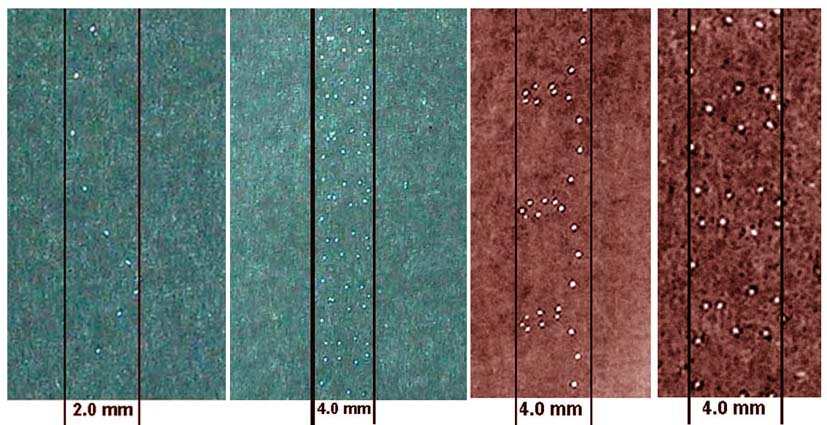
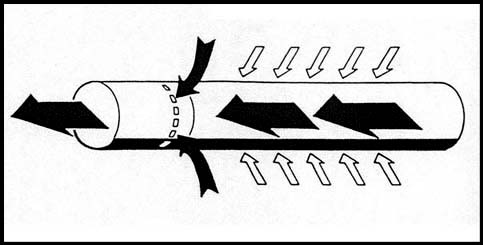
Die elektrostatische Perforation generiert durch kurze Hochspannungsimpulse und Funkenentladungen in die im engen Elektrodenspalt, von z.B. 1.5 mm, durchlaufende Materialbahn statistisch unregelmäßig oder auch regelmäßig verteilte Löcher oder Lochreihen im Durchmesserbereich von 5 - 250 mm, wobei die Lochdurchmesser durch Änderung der Materialeigenschaften beeinflusst, bis zu 20 % schwanken können.

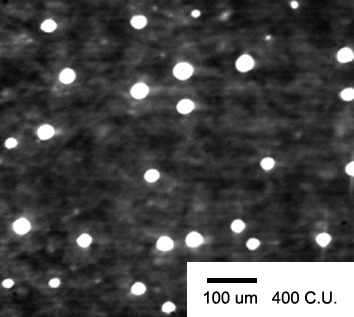

Die mit dem menschlichen Auge nicht sichtbare Mikroperforation, wird zur Ventilation, Atmungsaktivierung, Luftauslass oder zur Flüssigkeitsfiltration der Materialbahn benötigt, dies z.B. für den Luftbypaß im Filter der Filterzigaretten, der Gasdurchlässigkeit für Hygiene- sowie Medizinprodukte und dergleichen mehr. Die Perforationen könne hierbei flächen-, zonen- wie auch linienförmig und in frei wählbaren Abständen innerhalb der Bahnen verteilt sein. Flächenperforationen erlauben Lochdichten bis zu 4 Millionen Poren pro m2 und Zonenanordnungen mit Breiten von 2 - 6 mm können bis zu 300 Poren pro cm2 erzeugen, ohne dass Beeinträchtigungen der Materialbahn auftreten.
Mit den Halbleiterschaltungen für elektrostatische Perforationsprozesse müssen die Entladungsenergien der Funkenstrecken im Bereich von 0.2 – 3.5 mJ bei Wiederholungsfrequenzen von 500 - 10.000 Hz exakt steuerbar sein, um ein optimales Lochbild zur gewünschten Lochgröße, Lochdichte und Porosität durch die elektrische Energiezufuhr zu erhalten und im weiteren einen möglichst hohen elektrischen Wirkungsgrad zur Perforationsleistung, hier der Porositätsgrad zur Bahngeschwindigkeit, zu erzielen.
Ohne im weiteren auf grundlegende physikalisch-elektrische Details und Erklärungen zur elektrostatischen Perforation einzugehen, wird im Zusammenhang mit dieser Erfindung auf die Patenschrift – Vorrichtung einer modularen Schaltungs- und Übertragungseinheit für die elektrostatische Perforation DE 197.08.311 C1 – verwiesen. In deren Einleitung sind auch die für die Erfindung zutreffenden elektrischen Verhältnisse umfassend erläutert.
Durch die ständig steigenden Anforderungen der Perforationsleistungen und Perforationsqualitäten für MEGA-POWER oder andere Breitbahn-Perforationsanlagen und Bobienen-Schmalbahnanlagen, mit Porositäten bis zu 4000 C.U. und bei Bahngeschwindigkeiten von beispielsweise 280 m/min für Porositäten von 600 C.U., sind mit den bestehenden Schaltungskonzepten, welche mit jeweils einem IGBT oder MOSFET Halbleiter pro Perforationskanal arbeiten, technologische Grenzen gesetzt, und in keiner Weise mehr erfüllbar.
Die Parallelschaltung von Halbleitern ist aufgrund der Schaltungstopologie mit dem Leerlauf und Kurzschluss betriebenen Hochspannungs-Ferrittransformator nicht einfach und nur mit MOSFET’s zu lösen. Bei den derzeitigen Perforationsschaltungen als Aufwärtswandler sind die Perforationsfrequenzen, welche die Funkenwiderholungsrate bestimmen, bei ca. 6000 Hz limitiert.
Exotische Röhrenschaltungen sind bis zu Arbeitsfrequenzen von 150 KHz und Wiederholungsraten der Impulspakete bis 3500 Hz existent, die jedoch eine Reihe von Nachteilen aufweisen, wie z.B. starke Kathodenemissionsverluste mit erheblicher Reduktion der Lebensdauer durch exorbitante Spitzenströme, hohe Anodenspannungen mit den Koaxialkabeln auf der Primär-Trafoseite mit Spitzenspannungen bis 20 KVss und geringem Schaltungswirkungsgrad von z.B. 40 %.



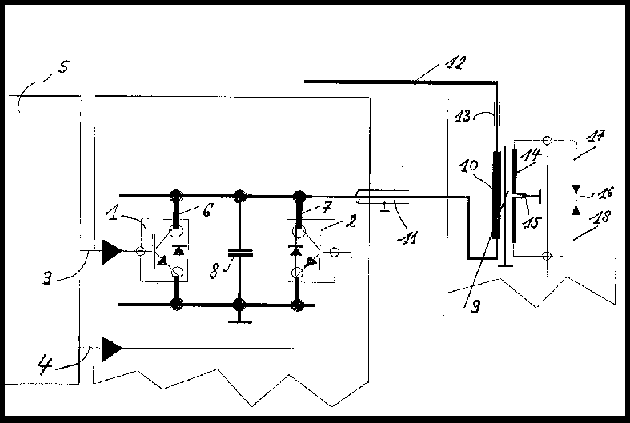
ZUSAMMENFASSUNG ( Fig. 1 )
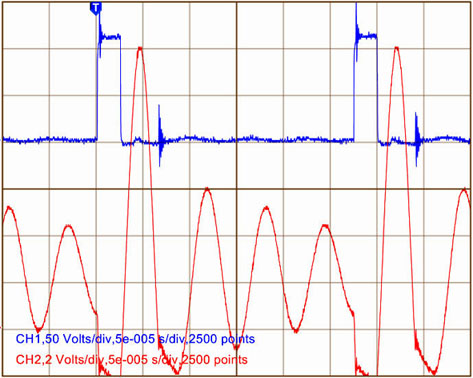
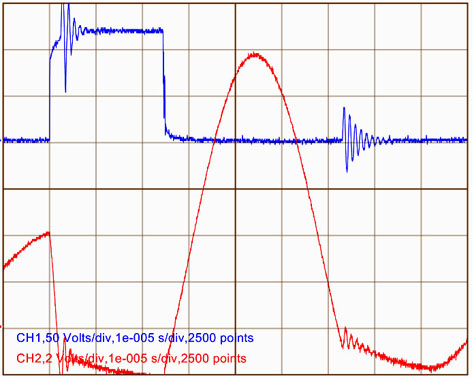
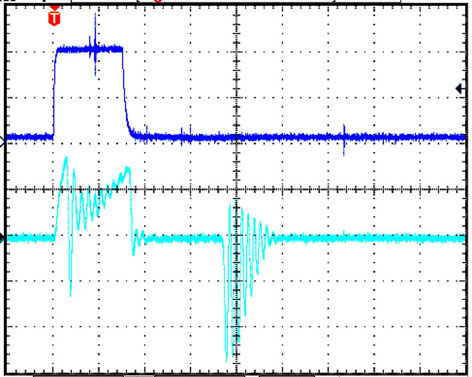
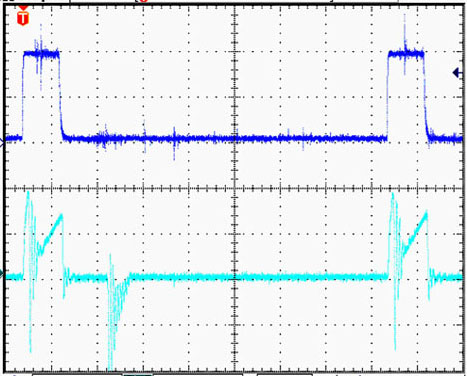
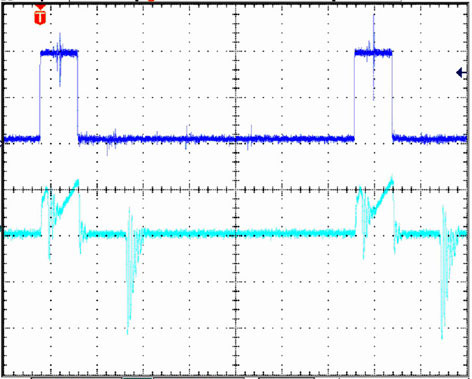
Zur elektrostatischen Perforation von verschiedensten Papierbahnen wird eine Hochleistungsschaltung beschrieben, welche mit hoher Schaltfrequenz aus zwei ansteuer- und schaltungsgleichen 1, 2 IGBT, MOSFET oder HVFET Zweigen besteht. Die Schaltung arbeitet mit alternierenden Taktfrequenzen und sich ändernden Pulsweiten auf einem gemeinsamen Ladekondensator 8 als und mit deren angekoppelter Primärinduktivität 10 des Hochspannungstransformators 9 als Aufwärtswandler. Durch die kurzeitig stark wechselnden und über ein bestimmtes Zeitfenster sich wiederholende Stromprägungen werden über den Sekundärkreis 14 und die Perforationselektroden 16 im Funkenkanal die gewünschten Lochgrößen und Lochsequenzen ausbildet. Die Wiederholdungsfrequenzen des gesamten Schaltungszweiges können bis zum zweifachen der Schaltfrequenz eines jeden Halbleiters betragen. Die wechselhaften Stromprägungen im Funkenkanal sind mit Gesamtschaltfrequenzen bis zu 120 KHz machbar.
Verfahren und Vorrichtung zur optischen Porositätsmessung und Positionsbestimmung von Perforation mit einem Dual Sensorsystem
download Patentanmeldung DE10251610
China patent grand 200310104764
Die Erfindung betrifft ein Verfahren und eine Vorrichtung zur optischen Positionsbestimmung und Porositätsmessung von Perforationslochreihen und Perforationszonen in bewegtem Bahnmaterial, wobei die Lochreihen, Lochreihengruppen, Perforationszonen, Spuren oder Perforationsbereiche im wesentlichen parallel zur Transportrichtung der Bahn angeordnet sind.
Unter bewegtem Bahnmaterial sind im Zusammenhang der vorliegenden Erfindung insbesondere Papier- oder anderweitig veredelte Bahnen zu verstehen, wie z.B. Zigaretten-, Mundstückbelag- und Kaffeefilterpapiere, Filterumhüllungspapiere so genannte plug-wraps, Sicherheitspapiere, holografisch bedruckte, foliengepresste, beschichtete oder metallisierte Papier- oder Verpackungsbahnen die zumindest im Bereich der unterschiedlichen Perforationen ein gewisses Maß an Gas- oder Wasserdurchlässigkeit aufweisen. Diese Bahnen werden als Rollen im Breitbahnformat oder als Schmalrollen, den so genannten Bobienen, aufgerollt und weiterverarbeitet.


Bei der elektrostatischen oder Laserperforation dieser Materialbahnen, hier als offline Betrieb gekennzeichnet, mit Bahnbreiten von 30 bis 2000 mm, bei Bahngeschwindigkeiten bis 600 m/min und bis zu 60 zusammengehörenden Perforationsbereichen treten durch verschiedene Einflüsse wie z.B. der Materialdicke, Dichten, Änderungen in der Konsistenz, Erwärmungen oder Verschmutzungen der Perforationsköpfe oder Elektroden auf, die unerwünschte Änderungen der Gasdurchlässigkeit, im weiteren Porosität genannt, verursachen. Diese Änderungen müssen quantitativ und qualitativ erfasst und regelungstechnisch ausgeglichen werden, um stets hohe Produktionsqualitäten zu erzielen.
Veränderungen in den Positionen der Lochreihen, Lochreihengruppen, der Lochqualität bei Laserperforationen sowie Zonenbreiten, Veränderungen der Zonenlagen, des Lochbildes oder größere Abweichungen in der Lochdichte bei der elektrostatischen Perforation außerhalb der Vorgabegrenzen sind nicht zulässig und benötigen eine zusätzliche inline Kontrolle und nach Möglichkeit auch eine automatische Korrektur durch das Perforationssystem.
Im weiteren dürfen die unterschiedlichen Materialeigenschaften, pin-holes, Bedruckungen, Texturen, Streifen oder auch die äußeren Maschineneinflüsse keine Auswirkungen auf die Produktqualität hinsichtlich der Stabilität der erzeugten Perforationen und der Porosität haben. Und dies bei Produktionsrollen bis zu 25.000 Metern ohne jegliche Produktionsstopps.
Die meisten Hersteller und Verarbeiter dieser Bahnmaterialien sind nach ISO-9001 und ISO-9002 zertifiziert, so dass notwendigerweise bei allen fertig perforierten Rollen und Bobienen die wesentlichen Daten der Perforations- und Porositätskriterien mit ausgewiesen sein sollten.
Die wesentlichen Messparameter und Toleranzen für die optischen online Porosimeter der eingangs genannten Papierbasis-Materialbahnen lassen sich wie folgt zusammen fassen :
Unter diesem Hintergrund der online Messtechnologie und hohen Produktanforderungen ist die nachstehende Erfindung zu betrachten und sind deren vorteilhaften Lösungen erarbeitet.



OPSS-1 online porosity vision control - download OPSS-1
ZUSAMMENFASSUNG ( Fig. 1 )
Für Laser und elektrostatische Perforationen in Bobienen (41) und breiten Papierbahnen (1) wird ein inline Messverfahren und deren Vorrichtung angegeben, mit der gleicher Querbewegung und simultan die Positionserfassungen (7) der Perforationen und deren Porositäten (8) an örtlich unterschiedlicher Stelle (6) mittels optischer Durchstrahlungen erfolgen. Mit kontinuierlichen Querbewegungen (9) beider Messsysteme über die Bahnbreite, bestehend aus Punkt- oder Linienlaser (7) und Power-LED Lichtquellen (14), lassen sich zusätzlich die Qualitäten der Einzellochreihen, Lochreihengruppen (5), Perforationszonen (45), sowie die Porositätsprofile und Porositätsintegrale (54) bestimmen und kontinuierlich überwachen. Damit sind direkte Rückführungen in das Perforationssystem zur Kompensation von auftretenden Änderungen möglich, so dass Produktionsrollen ohne Zwischenstopps produzier- und kontrollierbar sind.

Patentanmeldung download DE10251610
OPSS-1-B Druckkontrolle mit hi-speed Kamerasystem an QUAD Bobienen Laserperforationsanlagen - download OPSS-1-B
http://www.freepatentsonline.com/EP0460369.html
The method and the device for electro-erosive perforation of cigarette paper basically operates with at least two pairs of electrodes which are ignited at the same time in such a manner that each perforation section is treated twice in order to provide a corresponding intensity of perforation, taking into consideration the duration of ignition and the web speed. In particular, the invention operates with at least four pairs of electrodes (I to IV), between which the web (10) of cigarette paper to be perforated is moved through. The cigarette paper is moved in the longitudinal direction of the cigarette to be produced later, the width corresponding to the circumference of the cigarette plus an overlap section for bonding. Perforating is carried out transversely to the direction of movement, that is to say an accurately defined zone section is produced around the circumference of the cigarette.
The pairs of electrodes are arranged at a distance which corresponds to half the cigarette length (a, b, c) when four pairs of electrodes are used. The first and the third pair of electrodes are ignited simultaneously. A distance-dependent control causes the second and fourth pair of electrodes also to be ignited simultaneously when the previously perforated sections have traveled the distance of half a cigarette length. Each section is perforated four times, the speed at which the web (10) can be moved being determined not by the spacing (half a cigarette length) of the pairs of electrodes but by the spacing of the pairs of electrodes in each case simultaneously ignited (one cigarette length). This provides for uniform, intensive and very powerful perforation and the cigarette paper treated can be continuously supplied to the cigarette machine for further processing in the longitudinal direction of the cigarette.
Das Verfahren und die Vorrichtung zum elektro erosiven Perforieren von Zigarettenpapier arbeitet grundsätzlich mit mindestens zwei Elektrodenpaaren, die gleichzeitig so gezündet werden. dass jeder Perforationsabschnitt zweimal behandelt wird, um unter Berücksichtigung der Zünddauer und der Bahngeschwindigkeit für eine entsprechende Perforationsintensität zu sorgen. Insbesondere arbeitet die Erfindung mit mindestens vier Elektrodenpaaren (1 bis IV), zwischen denen die zu perforierende Bahn (10> aus Zigarettenpapier hindurchbewegt wird. Das Zigarettenpapier wird in Längsrichtung der später herzustellenden Zigarette bewegt, wobei die Breite dem Umfang der Zigarette zuzüglich eines Überlappungsabschnittes zum Kleben entspricht. Die Perforierung erfolgt quer zur Bewegungsrichtung, d.h. es entsteht ein genau definierter Zonenabschnitt um den Umfang der Zigarette herum. Die Elektrodenpaare sind in einem Abstand angeordnet. der, wenn vier Elektrodenpaare eingesetzt sind, der halben Zigarettenlänge (a, b, c) entspricht.
Das erste und das dritte Elektrodenpaar werden gleichzeitig gezündet. Durch eine wegabhängige Steuerung werden das zweite und vierte Elektrodenpaar ebenfalls gleichzeitig gezündet, wenn die davor perforierten Abschnitte den Weg einer halben Zigarettenlänge zurückgelegt haben. Jeder Abschnitt wird vierfach perforiert, wobei die Geschwindigkeit, mit der die Bahn (10) bewegt werden kann, nicht durch den Abstand (halbe Zigarettenlänge) der Elektrodenpaare festgelegt ist, sondern durch den Abstand der jeweils gleichzeitig gezündeten Elektrodenpaare (eine Zigarettenlänge). Hierdurch ist eine gleichmäßige, intensive und sehr leistungsfähige Perforation möglich und das behandelte Zigarettenpapier kann in Längsrichtung der Zigarette der weiterverarbeitenden Zigarettenmaschine kontinuierlich zugeführt werden.
Die Erfindung betrifft ein Verfahren nach dem Oberbegriff des Patentanspruches 1 und eine Vorrichtung zur Durchführung des Verfahrens nach dem Oberbegriff des Patentanspruches 2.
Unter dem Begriff ,,Zigarettenpapier" werden insbesondere Zigarettenumhüllungspapiere, Mundstückbelagpapiere und Filterpapierbahnen verstanden, wie sie zur Herstellung von Zigaretten verwendet werden. Darüber hinaus ist die Erfindung ebenso zum Perforieren von Filterpapierbahnen. Fließbahnstoffen und dergleichen mehr vorteilhafter weise einsetzbar.
Es sind die unterschiedlichsten Verfahren und Vorrichtungen zum Perforieren von Zigarettenpapieren, d.h. von Zigarettenumhüllungspapieren und Mundstückbelagpapieren bekannt. Die Perforierung kann mechanisch. elektro erosive oder durch Laserperforation erfolgen. Die bekannten Verfahren und Vorrichtungen führen eine Perforation in Längsrichtung durch. Solche Verfahren sind beispielsweise aus der DE2531285, der DE2740613 und der EP56223 bekannt.
Die bekannten Verfahren arbeiten in der Regel so, dass die Perforation in Längsrichtung erfolgt. Dieses erfordert nach der Perforation weitere Bearbeitungsschritte durch Schneiden, Umwickeln und dergleichen.
Der Erfindung liegt nun die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung der eingangs genannten Art zu schaffen, bei denen das zu schmalen Bahnen bereits zugeschnittene Zigarettenpapier, beispielsweise Zigarettenumhüllungspapier, in der dem Umfang der fertigen Zigarette entsprechenden Breite fortlaufend, d.h. quer zu dieser Breite, perforiert werden kann, so dass quer über das Zigarettenpapier - d.h. um den Umfang der späteren Zigarette - eine nach Lage und Breite genau definierte Perforationszone entstehen.
Diese Aufgabe wird grundsätzlich durch das Kennzeichen des Anspruches 1 bei einem entsprechenden Verfahren und durch das Kennzeichen des Anspruches 3 bei der entsprechenden Vorrichtung gelöst. Besonders vorteilhafte Ausführungsformen sind Gegenstand der Ansprüche 2 bzw. 4.
Erfindungsgemäß erfolgt grundsätzlich eine Perforation quer zur Bewegungsrichtung und durch die Anordnung von mindestens zwei Elektrodenpaaren hintereinander, jeweils zweifach, d.h. die Perforation wird in zwei Schritten durchgeführt.
Hierdurch ist eine schnelle und rationelle Arbeitsweise möglich und es wird gleichzeitig eine Perforation in hoher Qualität erzeugt.
In vorteilhafter Weise wird das Zigarettenpapier in der dem Umfang der Zigarette entsprechenden Breite in Zigarettenlängsrichtung durch mindestens vier quer zur Bewegungsrichtung verlaufende Elektrodenpaare hindurchbewegt. Es erfolgt also eine Perforation quer zur Bewegungsrichtung und damit quer über das Zigarettenpapier, d.h. um den Umfang der später hergestellten Zigarette. Durch die vier oder um ein gerades Vielfaches von zwei vermehrten Elektroden erfolgt eine Mehrfachperforation, die den gewünschten Perforationsgrad sicherstellt. Durch die gleichzeitige Zündung des jeweils ersten und dritten sowie zweiten und vierten Elektrodenpaares wird eine hohe Geschwindigkeit des Zigarettenpapier und damit ein entsprechend hoher Wirkungsgrad gewährleistet. Die gleichzeitig gezündeten Elektroden weisen voneinander einen relativ großen Abstand auf, obwohl die Elektroden insgesamt dicht beieinander angeordnet sind. Trotz hoher Fördergeschwindigkeit des Zigarettenpapiers ist eine kompakte Bauweise und eine intensive Perforation gewährleistet.
Wenn, wie in der Praxis meistens der Fall, vier Elektrodenpaare verwendet werden, dann erfolgt eine Vierfachperforation, wobei aber immer nur zwei in einem Abstand von einer Zigarettenlänge angeordnete Elektrodenpaare gleichzeitig gezündet werden und zwar abwechselnd mit den um eine halbe Zigarettenlänge dazwischen angeordneten Elektrodenpaaren.
In vorteilhafter Weise sind die Elektrodenpaare mit Entladungsstiften so angeordnet und aufgebaut, wie in Anspruch 3 angegeben. Durch die Querverstellung sind die Entladungsstifte quer zur Bewegungsrichtung des Zigarettenpapiers versetzt, wodurch eine gleichmäßige und dichte Lochverteilung innerhalb der vorgegebenen Perforationsbreite gewährleistet ist.
Die Steuerung der Zündung erfolgt inkremental und somit wegabhängig, so dass der Abstand der Perforationsabschnitte entsprechend der Zigarettenlänge und unabhängig von der Bahngeschwindigkeit genau eingehalten wird. Im folgenden wird die Erfindung unter Hinweis auf die Zeichnung anhand eines Ausführungsbeispieles näher erläutert
Es zeigt:
| Fig. 1 Fig. 2 Fig. 3 Fig. 4 Fig. 5 Fig. 6 Fig. 7 Fig. 8 Fig. 9 Fig. 10 | eine Seitenansicht quer zur Bewegungsrichtung des Zigarettenpapiers auf ein Elektrodenpaar; eine schematische Draufsicht auf vier Elektrodenpaare, zwischen denen ein Zigarettenpapier hindurchbewegt wird, zur Veranschaulichung der aufeinander folgenden Mehrfachperforation; eine schematische Darstellung zur Verdeutlichung der Mehrfachperforation in Verbindung mit Fig. 2; eine schematische Darstellung des Weg- und Zeitablaufs der einzelnen Perforationsphasen und die Erzeugung der Zonenbreiten; eine schematische Darstellung zur Erläuterung der Zonebreitenbestimmung durch Einzelimpulse; eine der Fig. 3 entsprechende Darstellung, jedoch zur Erläuterung der Erzeugung mehrerer Perforationsreihen oder -streifen quer zur Bewegungsrichtung, aber innerhalb einer Perforationsgruppe eine schematische Darstellung der elektrischen Impulsfolge zur speziellen Beschaltungsreihenfolge der Elektrodenstifte bei einer Ausführungsform mit vier Elektrodenpaaren; eine schematische Darstellung dieser besonderen Stiftzusammenschaltung eines jeden Elektrodenpaares: eine den Fig. 3 und 6 entsprechende Darstellung, jedoch zur Veranschaulichung einer unterschiedlichen Perforationsprofilierung über die Zigarettenlänge; und eine der Fig. 4 entsprechende Darstellung zur Erläuterung des elektrischen Ablaufschemas in Verbindung mit der Behandlung nach Fig. 9. |
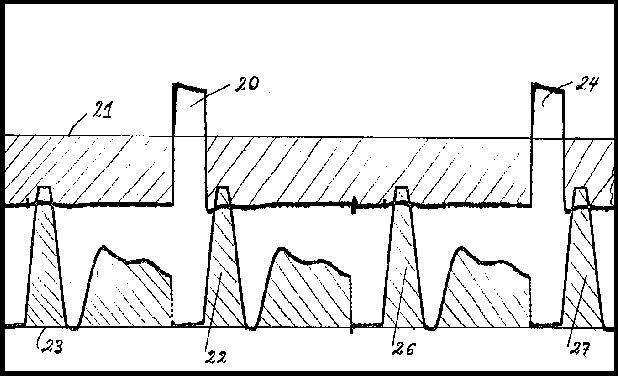
Die in der Zeichnung dargestellte Vorrichtung weist insgesamt vier Elektrodenpaare l bis IV auf, die jeweils so aufgebaut sind, wie in Fig. 1 dargestellt.
Ober- und Unterelektrode 11 und 12 sind an einer beweglichen und festen Halteplatte 13 und 17 angebracht. Die obere Elektrode 11 ist mit Hilfe eines pneumatischen Zylinders 15 und einer Führung 14 auf- und ab bewegbar. Ein einstellbarer Anschlagstift 16 ermöglicht die Einstellung des Abstandes der Elektroden. Die zu perforierende Bahn, d.h. das Zigarettenpapier, ist mit 10 bezeichnet. Über den Verstellmechanismus ist die obere Elektrode mit der mechanischen Aufnahme 13 verbunden.
Beide Elektroden sind mit Entladungsstiften 20 versehen, von denen bei der dargestellten Ausführungsform für jede Elektrode sechs vorhanden und mit 1 bis 6 durchnumeriert sind. Die Entladungsstiftanordnung ist quer zur Bewegungsrichtung des zu perforierenden Zigarettenpapiers 10 ausgeführt und arbeitet mit Zündfunkenüberschlägen 9.
Beim Betrachten der Fig. 2 ergibt sich deutlich, dass die Entladungsstifte 20 - im einzelnen mit 1 bis 6 bezeichnet - quer zur Bewegungsrichtung V des Zigarettenpapiers versetzt angeordnet sind, um so für eine gute Verteilung und Vergleichmäßigung der einzelnen Löcher über die vorgesehene Zonenbreite zu sorgen.
In Fig. 2 ist ein Wegstreckenzähler 18 mit einem Initiator 19 angedeutet. Dieser Wegstreckenzähler oder wahlweise auch ein externes Triggersignal von der Zigarettenmaschine, löst die Zündung der Elektroden aus und zwar derart, dass immer die Elektroden 1 und III sowie II und IV jeweils gleichzeitig und abwechselnd gezündet werden, und zwar in Abhängigkeit von dem zurückgelegten Weg, der einer halben Zigarettenlänge entspricht. Die in Fig. 2 vermerkten Abstände a, b und c sind gleich und entsprechen jeweils einer halben Zigarettenlänge.
Unter Berücksichtigung der Fig. 3 wird deutlich, dass bei der ersten Zündung nach dem Einlauf einer bisher nicht perforierten Bahn aus Zigarettenumhüllungspapier, d.h. zum Zeitpunkt t1, die beiden Elektrodenpaare 1 und III eine erste Perforation durchführen, die hinsichtlich des unten in Fig. 3 dargestellten Perforationsgrades eine Einfachperforation ist. Nach Zurücklegen einer halben Zigarettenlänge erreichen die einfachperforierten Abschnitte zum Zeitpunkt ,2 die Elektrodenpaare II und IV. Hier erfolgt die zweite Perforation, so dass nunmehr eine Zweifachperforation vorhanden ist. Zum Zeitpunkt t3, nach dem Zurücklegen einer weiteren halben Zigarettenlänge, werden die Elektrodenpaare 1 und III erneut gezündet, so dass der neu in den Bereich des Elektrodenpaares 1 eingelaufene Abschnitt einfach und der im Bereich des Elektrodenpaares III bewegte Abschnitt dreifach perforiert wird. Zum Zeitpunkt t4 erfolgt dann mit Zündung der Elektroden II und IV die Vierfachperforation des zum Zeitpunkt tl im Bereich des Elektrodenpaares 1 einfachperforierten Abschnittes. Bei fortlaufendem Betrieb entstehen somit immer vierfachperforierte Abschnitte in einem Abstand, der einer Zigarettenlänge entspricht. Die Breite der Zigarettenpapierbahn entspricht dem Umfang der später herzustellenden Zigarette zuzüglich ,,Überlappungsabschnitt zum Kleben. Die Bahn kann also kontinuierlich und fortlaufend ohne weitere Handhabungen der Zigarettenmaschine zugeführt werden.
Um die vorgegebene Zonenbreite 21 zu allen Perforationsphasen und Zeitpunkten bei dem Durchfahren eines jeden Elektrodenpaares exakt einzuhalten, wird vorzugsweise ein digitaler Vorwahlzähler mit zwei lnkrement Wertsetzungen angewandt. Der inkrementproportionale Weg- und Zeitablauf ist in Fig. 4 dargestellt.
Nach dem Startzeitpunkt to erreicht die Zigarettenpapierbahn zum Zeitpunkt t1 die Elektrode l bzw. III, womit gleichzeitig die Erstperforationsphase beginnt. Nunmehr erfolgen bei der Weiterbewegung der Bahn innerhalb des in Laufrichtung vorgegebenen Perforationsbereiches 21 mehrere sequenzielle Einzelzündungen, welche die vorgebbare Zonenbreite bestimmen. Diese Einzelzündungen sind dann innerhalb eines jeden Perforationsvorganges abgeschlossen und die gewünschte Zonenbreite in Laufrichtung erreicht. wenn der Inkrementzähler den gekennzeichneten Zählbereich 21 von 1/111 nach 11/1V bei 22 und respektive für die Elektrodenpaare 11/1V von 11/1V nach 1/111 bei 23 verlassen hat.
Wie aus dem Ablauf nach Fig. 4 zu ersehen ist, findet immer eine wegabhängige Perforationsphasen5 Wiederholung statt, die unabhängig von der Bahngeschwindigkeit und ggf. deren Variation wie unter 24 arbeitet.
Des weiteren ist die Lochdichte und somit der Gesamtperforationsgrad als Summe aller Perforationseinzelphasen innerhalb einer jeden Zone und deren in Laufrichtung vorgegebener Breite in der Weise einstell und auch regelbar. dass durch eine Mehrfachauflösung der Weginkremente und damit gesteuerter, sequentiell folgender Einzelzündungen, innerhalb des unter Fig. 4 und mit 21 gekennzeichneten Zonenbereiches stattfinden. Eine weitere Verdeutlichung dieses sich immer wiederholenden Perforationsphasenablaufes ist unter Fig. 5 dargestellt, wobei die genannten Einzelimpulse mit 25 gekennzeichnet sind. Mit der Inkrementbereichssetzung von 22 lässt sich somit jede beliebige Zonenbreite im Bereich von 1,0-... 20 mm mit der geometrischen Auflösung von vorzugsweise 0,1 mm eines einzelnen Weginkrementes vor einstellen und einhalten
Darüber hinaus besteht die Möglichkeit, durch das externe Maschinentriggersignal die Perforationsphaseneinleitung und deren wegbetragsabhängige Wiederholung anstelle des Wegstreckenzählers und Indikators 18/19 zu benutzen. Dieses zeitabhängige Triggersignal wird hierbei auf der Grundlage seiner Wiederholungsfrequenz und dem festen geometrischen Abstand zwischen der Querperforationseinrichtung und seinen Elektrodenabständen zur Zigarettenmaschine durch eine elektrische Steuerungseinrichtung nach der Formelableitung: v = s umgeformt, dass sich hieraus ein wegproportionales Signal mit hoher Inkrementauflösung erzeugen lässt.
Durch eine indirekte Aufeinanderfolge dieser zuvor genannten und unter Fig. 5 erklärten Einzelperforationsphasen lassen sich nach dieser Methode auch mehrere, direkt in Laufrichtung hintereinander folgende Querzonenreihen als eine zusammengehörende Perforationsgruppe über den Umfang der durchlaufenden Zigarettenpapierbahn einbringen. Diese Querzonenreihenperforation ist unter Fig. 6 dargestellt, wobei die erste Zonenreihe der Zone 1 mit 27 bzw. deren zweite Zonenreihe mit 28 gekennzeichnet ist. Für die danach folgende Zone 2 ist dies mit 29 bzw. 30 definiert.
Innerhalb der einzelnen Perforationsphasen erfolgen die Einzelperforationen für die erste Querzonenreihe immer über die Elektroden 1/111 und respektive für die zweite Querzonenreihe 28 mit 1111V gemäß dem aufgezeichneten Ablaufschema. Bei der ausgeführten Anordnung von insgesamt vier Elektrodenpaaren lassen sich somit pro Perforationsgruppe 31 mindestens zwei, zweifachdurchperforierte Querzonenreihen in die durchlaufende Zigarettenpapierbahn 10 einbringen. Steuerungstechnisch und durch eine Kaskadierung der Elektrodenanordnung kann die Anzahl dieser Querzonenreihen sowie deren Perforationsgrad in Form von Mehrfachdurchperforierungen beliebig erhöht werden. Die mit 26 gekennzeichnete Erstperforationszone ist aufgrund der definierten Perforationsablaufkonventionen nicht verwendbar.
Durch die nach diesem Verfahren elektroerosive erzeugte Querzonenreihenanordnung lassen sich auch gleichzeitig die Vorteile einer besseren Luftventilation durch eine räumlich wählbare Perforationsreihenaufteilung innerhalb einer Zonengruppe erreichen, was bisher nur durch mechanische oder Laserperforationsverfahren möglich war.
Eine weitere Variante und Erweiterung dieses beschriebenen Verfahrens und dessen Vorrichtung besteht darin, daß durch eine besondere elektrische Zusammenschaltung der einzelnen Elektrodenstifte eines jeden Elektrodenpaares, welche aus der oberen und unteren Elektrode 11/12 bestehen, eine gruppenweise zeit- und perforationsphasenversetzte Zündung möglich ist. Dies hat den Vorteil, dass die 4s Einzeltaktrate aller Elektrodenstifte um den Faktor dieser Stiftkombinationen reduzierbar ist. Damit sinkt die thermische Belastung der Einzelstifte und deren Belegung mit anorganischen Zigarettenpapierrückständen, wodurch die Stiftbesatzreduktion gefördert wird. Gleichzeitig hat dieses Perforationssystem aufgrund der separierten Einzelhochspannungsleistungselemente eine exzellente Redundanz und damit eine technische hohe Ausfallsicherheit. Die im weiteren auf der Grundlage von Fig. 7 und Fig. 8 beschriebene Verfahrens und Vorrichtungsvariante ist selbstverständlich für beide zuvor expliziert dargelegten Querzonenanordnungen und deren Perforationszonenbilder anwendbar.
Wie aus Fig. 1 und 8 zu ersehen ist, sind die hier vorzugsweise eingesetzten Elektrodenpaare mit jeweils sechs Elektrodenstiften versehen. Diese können elektrisch in der Weise zusammengeschaltet sein, dass sich innerhalb einer jeden Elektrode zwei mäanderförmig zusammengehörende Stiftgruppen von zweimal drei Stiften ausbilden. Hierbei wird jede Stiftgruppe mit einem Hochspannungsanschluss 38 und 39 getrennt versorgt und am unteren Stiftgruppenmittelpunkt 40 geerdet. Auf diese Weise sind beliebige Stiftkombinationen innerhalb eines Elektrodenpaares zeitversetzt zünd bar, was die o.g. Vorteile bezüglich der zuvor erläuterten Einzelperforationsphasen ermöglicht.
Der zeitliche Ablauf innerhalb der sich zyklisch wiederholenden Einzelperforationsphasen ist dem Impulszeitdiagramm gemäß Fig. 7 und den unter Fig. 4 explizit dargelegten Ablaufschema des Inkrementalzählers entnehmbar.
In der nachstehenden Tabelle ist die zeitliche Zündimpulsfolge und deren möglichen Stiftzuordnungen 5 eines jeden Elektrodenpaares ausgeführt
|
Stiftgruppe |
Zeitpunkt t1 |
Zeitpunkt t2 |
Zeitpunkt t3 |
Zeitpunkt t4 |
| I - Stift 1 - 3 I - Stift 4 - 6 II - Stift 1 - 3 II - Stift 4 - 6 III - Stift 1 - 3 III - Stift 4 - 6 IV - Stift 1 - 3 IV - Stift 4 - 6 | 34, 36 35, usw. - - 35, usw. 34, 36 - - | - - 37, 39 38, usw. - - 38, usw. 37, 39 | 35, usw. 34, 36 - - 34, 36 35, usw. - - | - - 38, usw. 37, 39 - - 37, 39 38, usw. |
Eine weitere praktische Möglichkeit der Querperforationseinrichtung bestellt darin, dass in Laufrichtung der Zigarettenpapierbahn durch Änderung der Zündfunkenwiederholungsrate beliebige und durchgehende Porositätsflächenprofile einperforierbar sind.
Wie aus Fig. 9 und 10 zu ersehen ist, kann mit Änderung der Zündfunkenwiederholungsrate 47 jedes beliebige Porositätsprofil innerhalb einer jeden Perforationsphase 41-44 in das durchlaufende Zigarettenpapier einperforiert werden. Somit lassen sich bei einer 4-fach-Elektrodenkombination die dargestellte halbe Zigarettenlänge 45 bzw. bei einer 8fach -Anordnung die gesamte Zigarettenlänge 46 mit jedem gewünschten Porositätsprofils versehen.
Die Vorteile dieser Methode und deren nichtlinearen Porositätsverläufe innerhalb der Zigarettenlänge sind darin begründet, dass nunmehr der Ventilationsgrad und die damit verbundenen Nikotin- und Kondensatanteile unabhängig von der momentanen Zigarettenabbrandlänge nahezu konstant gehalten werden können.
Erfindungsgemäß werden grundsätzlich vier Elektrodenpaare eingesetzt, um eine Vierfachperforation durchzuführen. Es ist leicht einzusehen, dass auch weitere Elektrodenpaare (jeweils ein gerades Vielfaches von zwei) eingesetzt werden können. Sind diese entsprechend angeordnet, so wird der Gesamtperforationsgrad in der gleichen Weise durch Mehrfachperforationen gebildet. Die gleichzeitig gezündeten Elektroden weisen einen verhältnismäßig großen Abstand, nämlich den der entsprechenden Zigarettenlänge auf. Der Abstand der einzelnen Elektroden untereinander ist aber nur halb so groß. Trotz hoher Bahngeschwindigkeit des zu perforierenden Zigarettenpapiers ist so eine intensive und dichte Perforierung bei einem hohen Leistungsvermögen gewährleistet. Die Bewegungsgeschwindigkeit der Bahn ist nicht beschränkt durch den unmittelbaren Abstand zwischen zwei Elektroden, sondern durch den Abstand zwischen jeweils den zwei gleichzeitig gezündeten Elektroden.
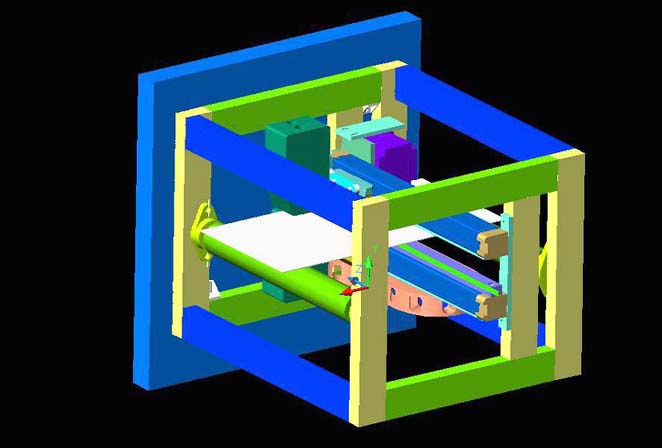
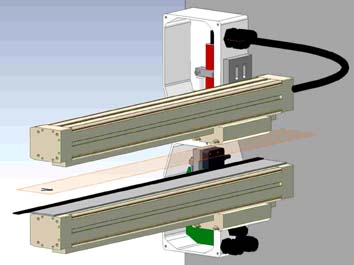
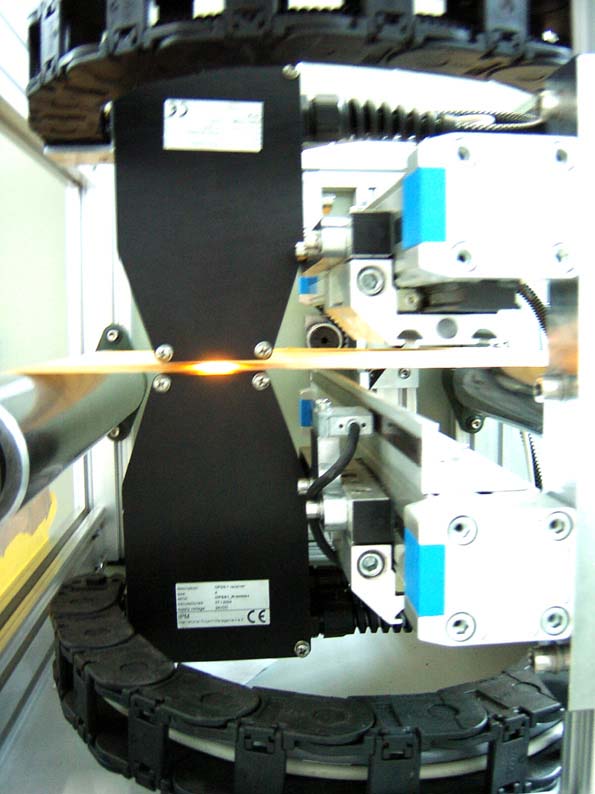
IPM - ONLINE LASER PERFORATION with patent grand high-speed multiplexer DE102004001327
A – laser source and IPM patent grand multiplexer with 8 optical channels
B – bobbin unwinder and perforation heads
C – tipping paper strips with 8 laser perforation lines
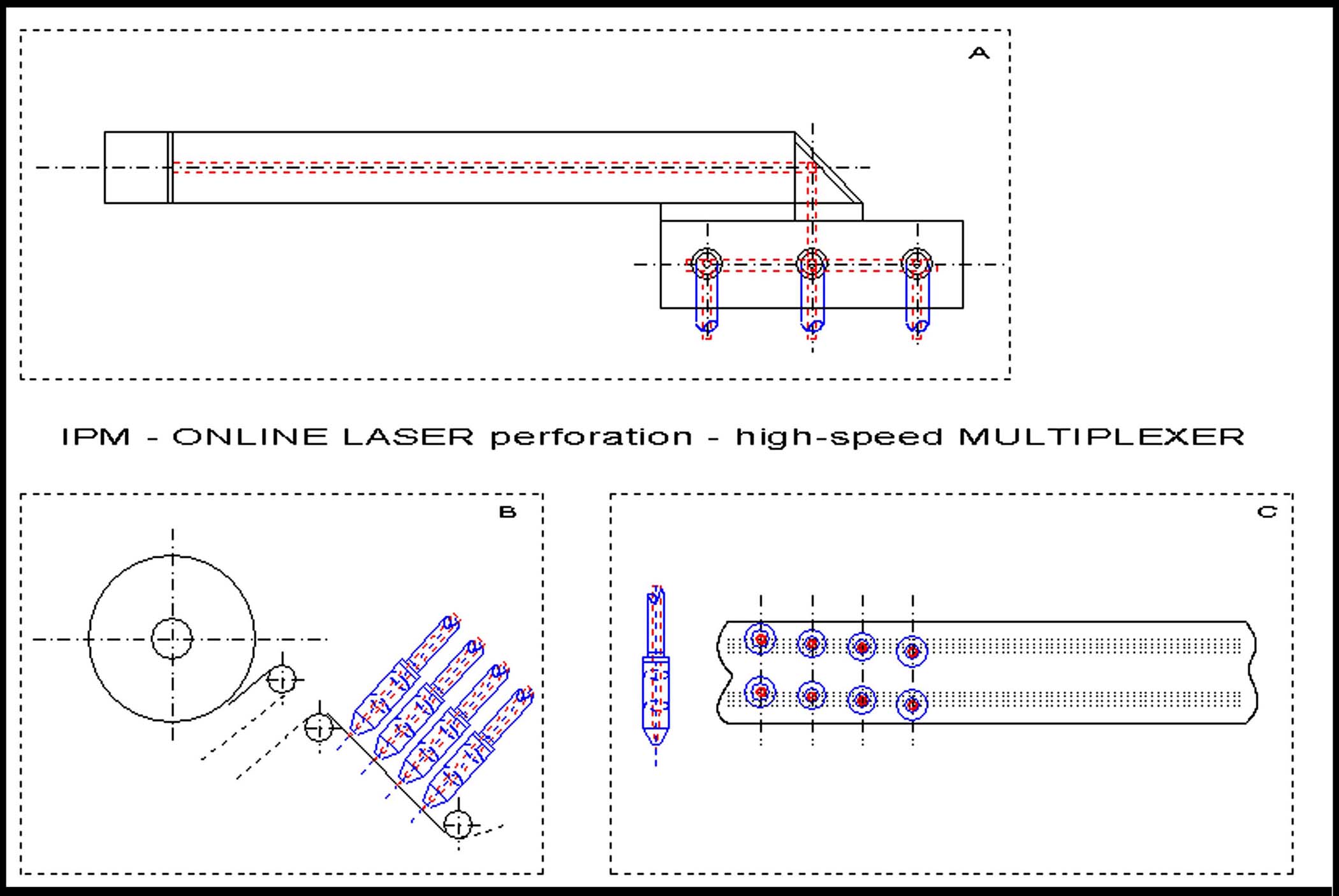
further information on request
Sophisticated, multi functional, optical online sensor systems
IPM has developed a number of new, patent pending, stationary, scanning optical control processes, devices and systems for fast moving webs or fabrics to detect very precise and reproduce their specified product properties in online operation during production.
Introduction
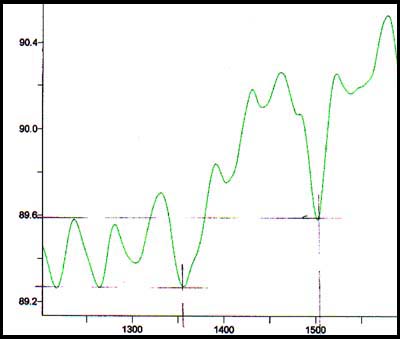
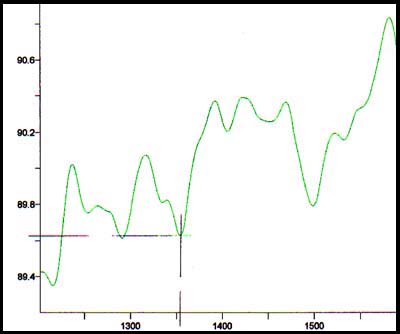
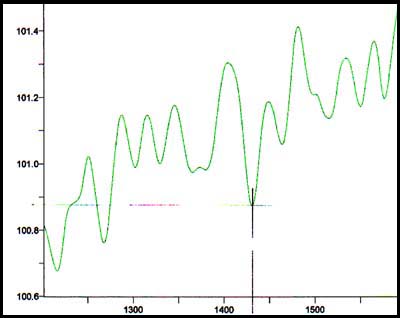
OPSS-1 OPRL-1 vision control systems are equipped with multiple IR, NIR, VIS monolithic spectral color sensors, precision line lasers, CCD imagine devices, DSP, ATMEL and INFINEON sensor internal controllers, own firmware, high speed data link, at scanning speeds from 20–500 mm per second, at web widths up to 5000 mm, measuring gaps from 2.0-5.0 mm, optical inline detection of permeability, porosity, spectral transmission, opacity, extinction, particle absorption, porosities ranges from 80 up to 5000 C.U. (Coresta), respective from 50 down to 3 Gurley, position control of micro perforation lines with 0.1 mm accuracy, nano micro pores from 50 nm up to 200 micron diameter by up to 300 pores per cm2. With real time data determining of certain parameters, optical transmission, spectral grades, porosity integrals, envelope curves, internal calculated measuring values.
Thus direct with close loops and feedbacks to the power electronics of fabrics treatment units. Micro perforation or other system makes it possible to compensate any changes in web treatment parameters and their partial locations so that each jumbo roll as well single, quad bobbin sets can be produced quantity and quality controlled without intermediate stops in order of ISO 9001/9002 certifications.
Thus sophisticate, precise, liable, repeat accuracy, easy visualized, optical online measurement techniques archives perfect ways to control and convert pneumatic, fluid, gas, jet streams, static permeability, naturally porous grades, filtration levels, breathable or ventilation effects, etc. at fast moving webs. Their conditions can be easily met by using optical transmission technology thanks to described processing in fully online stationary or scanning control units, extremely small pore dimensions, high fabric speeds up to 1000 m/min by high repetition rates. That completely independent from base material properties as consistency, coloring, density, formation, pin holes, smoothness, stretching, shrinking, brightness, opacity, optical spectral property, gauging thickness weight, moisture content and other known influences.
Applications
The electrostatic nano or micro perforation, including Co2 slab fiber yag excimer diode laser, other material going trough or surface treatment, as well for micromachining and nanotechnology, is usually used depending on quality at fine, rotogravure or offset printing, holographic or publishing paper, writing, magazine, newspaper, packaging, bonded fabrics, non-woven, filter, coffee, tea, bag, sack, craft, food, fresh fruit, force, reinforce, tipping, cigarette, plug wrap, fiber, facial tissues, toilet, decoration, wallpaper, gift, watermark, towels, bleached dyes shiny or clay, recycling, booklet, bible or other special paper, certain plastic films, foils, coating, laminating, extruding, Polyofine, Polysulfone, Elastomer, textile, Polymer or most of that varied types.
It is also used especially for additionally treating materials when aiming special characteristics by physical or regular process reasons cannot be achieved by other process technologies. Material base weights from 10 up 150 grams per m2 by thickness from 5 up to 100 micron are possible to use. Including defect inspection, process automation, moisture vapor transmission rate, abrasion resistance for lamination of waterproof and breathable fabrics.
Our state-of-the-art, industrially approved, sophisticated, compact, multi functional, optical online sensor scanning systems together or without electrostatic, laser perforation technology operates precise and reliable 24/7, are integrate able into existing rewinding, slitting, spooling, spreading, printing, labeling, complex production lines or other machines and other production processes as well. Also, they can be used as completely independent micro surface-all-over or zone perforation units. Fully new ranges of applications will be made available total new products with special features.
Specific information by below website links and patent resources.
OPSS-1 online porosity vision control - download OPSS-1
Dyn control
Described is a method and device for optical inline tough less surface
tension control ODSTM-1 by which the fast moving substrate runs through the
measuring gap. It’s transmitted with a chromatic beam and spectral selected
light source were two optical channels are displaced and polarized by 90 degree
to each other. Both optical axles are precise and motor driven shift able in
certain angles from 25 up to 65 degree. The spectral light photons, transmission,
extinction, absorption grades are detectable by two optical CCD imagine vision
devices which are integrate in the sensor case on the other side of the
substrate.
Material
Moving substrates means plastic foils, flexible, high-tech films, laminate, coating, bonding, labeling, co-extrusion, BOPP, LDPE, LLDPE, HDPE, MDPE, MAS, MEV, PET, FEP, PP, PE, PS, PO, EVA, PTFE, PVC, PTFE, DPC, BOPS, Vinyl, Polyester, Wrapping, Olefin, self-adhesive tape, high strength, cross-laminated, adhesive-coated films, reflective or magnetic sheeting, automotive tape products, inkjet media, Polyethylenex, heat sealing, sewing of plastic film, pressure sensitive tapes for the entertainment industry, graphic and specialty arts for general industrial and electrical applications, building or engineering industry, photographs, masking or printable plastic films, flat or corrugated rigid foamed thermoplastic sheets, polycarbonate, acrylic, PETG.
Extruded or polished cellulose, optical grade polycarbonate, sheets for IR or laser protection, welding filter grade sheets, films for video, imaging, capacitor or thermo transfer applications, foamed polypropylene film with decorative ribbons, binary-oriented polystyrene sheets, multi layer co-extruded film, high impact PVC and PETG, polyimide film, tape and flat films for aerospace automotive medical agriculture marine automotive household commercial domestic construction industry, municipal and leisure applications, clear matt semi-matt finishes or colored, micro-porous membranes for use in alkaline lithium batteries, fuel cells and filtration equipment. By gauges from 10µ to 100µ, fabric widths up to 10,000 mm and web speeds up to 18 meters per second.
Optical properties
Material specific wavelength selection between 1200-1800nm, material specific finger prints, molecular spectral properties, transmission grades, optical angle scanning, Lambert Beersche law determining, ultra low level stray scatter light detection, polarization, slot diaphragms, transverse displacements control the light beams along/far from the optical X and Y axes. The results are extreme scattering, diffraction, NIR, IR, stray light photons generation into the layer areas at both sides of the moving substrate.
Their reflected and transmitted light intensities enables the determination by defined formulas and data matrixes the surface tension values in ranges from 28-62mN/m which are direct associate and bond to real static values for Statistical Quality Control (SQC).
And this entirely independent of the material specific influences as like surface consistency, thickness, density, weight, opacity, coherence, filling, stretching, shrinkage, structure, co-extrusion, polar grouping, temperature, intrinsic motivation or viscosity, hydrophobia, hydrophilic molecules, hydrogen, photonics, mol mass, moisture, water steam proof, bi-layer, polymer, patterning, nanostructure, irradiation, isotopic, catalyst, multi atomic, coherence, absorption, photo mask effect, roentgen, X-ray, radiation, resonance bands, REM, TEM, FIC, IEC, ESCA electron spectroscopy for chemical analysis ASTM or ATR method, property, ellipsometry, opto-acoustic photonic liquid effects, pre material treatment as corona, plasma, flam treatment.
Specific information by below website links and patent resources.
Weltweit gibt es derzeit kein berührungslos und online arbeitendes Oberflächenspannungs-/Oberflächenenergiemeßsystem. Aufgrund des breiten Anwendungsgebietes von oberflächenbehandelten Kunststofffolien-, Vliesen, Laminate und beschichteten Papierbahnen ist hier ein unvorstellbares Marktpotential vorhanden.
Verschiedene Unternehmen aus dem In- und Ausland sind sehr am Kauf eines derartigen Messsysteme interessiert. Möglicherweise wären auch mehre Firmen, insbesondere zwei ausländische, an der Prototypisierung und Lizenznehmung interessiert. Eine Reihe von Gesprächen haben hierzu in der Vergangenheit stattgefunden.
Zum Stand der Technik habe ich eine Reihe von Publikationen und Patentanmeldungen zur statischen Oberflächenspannungsmessung zusammengetragen. Dabei sind die zeitlich relativ neuen Anmeldungen, welche vorzugsweise die statische Detektion und Bildung des Oberflächenspannungswertes mit sequentiell aufgetragenen Flüssigkeitstropfen und Bildaufnahmesystemen zum Gegenstand haben, sicherlich von besonderer Bedeutung.
Hierzu gehören: DE4102990 vom 1.2.91, DE3808860 vom 17.3.88, EP0237221 vom 24.2.87 und DE3410778 vom 23.3.84.
Weitere Hinweise zu Publikationen und Patenten sind in der o.g. Anmeldeschrift genannt, für die das deutsche Prüfungsverfahren eingeleitet ist.
Ausländische Anmeldungen als Prioritätsbezug gibt es derzeit nicht.
Nachfolgend eine globale Zusammenfassung der Eckdaten des optischen online Oberflächenspannungsmeßsystems :
Bahnbreiten : bis zu 2000 mm
Bahngeschwindigkeiten : bis zu 300 m/min
Substrate : PE, PP, HDPE, LDPE, PET, BOPP, usw.
Oberflächenspannungsmessbereich : 30 - 55 mNm
Auflösung : 0.3 mNm bzw. Reproduktion : 0.2 mNm
Wellenlängenbereich : 200 nm - 2500 nm
Arbeitsprinzip : duales Streulicht- Multisensormessverfahren mit variabler Wellenlänge im Substrat-Transmissionsmodus
Messverfahren ähnlich der Elipsometrie
Messspalt : ca. 20 - 30 mm
stationärer und/oder bahn traversierender Messkopf
LWL Zuführungs- und Sensorkopf integriert
abgesetztes Lichtquellengehäuse mit Strahlaufbereitung
Industrie PC Datenerfassung und Auswertung

Z U S A M M E N F A S S U N G
Zur opto dynamischen online Oberflächenspannungsmessung wird ein Verfahren und deren Vorrichtung beschrieben, mit der die im Messspalt senkrecht durchlaufende Substratbahn über zwei um 90 Grad gegeneinander versetze Optokanäle eine chromatische Lichtdurchstrahlung erfahren, welche auf der anderen Bahnseite durch zwei optische Detektion Systeme erfassbar sind. Mittels materialspezifischer Wellenlängenwahl, Schlitzblenden und Querverschiebungen der Strahlzuführungen entlang der optischen X-Achsen ist es möglich, extreme Streuungen und Beugungen im Grenzschichtbereich der Substratbahn zu generieren, deren transmitierte Lichtintensität nach der Detektion und entsprechender Auswertung eine direkte Relation zur absoluten Oberflächenspannung erlauben. Und dies in völliger Unabhängigkeit der materialspezifischen Einflüsse wie : Material-, Oberflächenkonsistenz, Kristallinität, Dicke, Dichte, Struktur, polarer Gruppierung, Temperatur oder Vorbehandlungsart.
Nachfolgend aktuelle Publikationen und Schutzrechte, deren Inhalte und physikalischen Arbeitsweisen das ODSTM-1 Projekt tangieren und Thematik weiter vertiefen :
patent download http://www.microperforation.com/englishengineerreport.html
For more information - please visit our websites or request further details