Outstanding Micro Cluster Production Technologies
MLL-1 anti piracy micro laser treatment, line perforation real alternative for galvanometer or scanner, super-high speed rotate cone mirror, cluster micro technology for holes pattern, perforation design, waves, zigzag or packages lines, cryptograms, company logos, holograms, anti piracy, counterfeiting, security paper, safety, bank note, metal sticker, printing, laminating, coating, fruit, food, bread, vegetable, agriculture covering, credit cards, transparent film, holographic paper, cigarette, tipping, filter, aluminum foil, shrinkable film, tear tape, cardboard, matrix code, identification, RFID, tag, marking, scribing, jewelry, automotive, pharmacy, golf, marina, tobacco, smoking, chemical, medical, product, electronics part, indicator, porosity contours or profile, embossing, bioengineering, membrane, filtration, focus, holographic, hinge-lid, pack. Patent pending DE102004012081.
LPM-1 micro laser cluster perforator, material treatment at wide web, large area, surface or entire material cluster treatment, cutting, welding, drilling, ablation, cleaning, melding, high power, ultra high speed rotate quad or twin laser beam splitter, twin level vacuum multiplexer, up to 4 Kilowatt laser input, flexible hollow fibers, HGW, HCW, up to 200 output channels, Co2. Material treatment and robotic handling for stainless steel, ceramic, aluminum, wafer, gold, glass, silver, brass, copper, wafer, silicon, titanium, silicon, solar, panel, photovoltaic, micromachining, slitting, rewinding, refining machines or stand along systems. Micro cluster perforation for all kind of paper or specific plastic web material. Patent granted DE102004001327.
Nano Micro perforation or other material surface treatment, electrostatic cluster perforation, micro perforator, for cigarette, tipping, filter, packaging, plug wrap, Kraft, cement, pet, powder, sack, bag, fine and other paper, silicon or other coating, certain plastic film, laminate, porosity from 80 up to 2,500 C.U., from 50 down to 4 Gurley, hole sizes from 50 nm up to 100 micron, hole densities from 80-260 h/cm2, zone widths from 2.0-6.0mm, up to 16,000,000 holes per Second, web speeds up to 600 m/min, web widths up to 2,000mm. Patent granted DE10328937.
Twin AC/AC, AC/DC frequency shift converter high power, high frequency, high voltage, ultra short mega peak current, electrostatic nano or micro cluster perforation, ignition, sparking, arc, cigarette, tipping, filter, fine, packaging, paper, plug-wrap, sack, bag, Kraft, food, plastic film, foil, textile, fabrics or other product, switching converter, compressor, emergency, train, ship or vessel power supply, generator, fuel cell, upward, downward, frequency shift switching unit, stabilizer, soft starter, vector, phase, inverter, servo system, motion, stepping, machine, asynchronous, standard, motor, torque, automation, remote, gas, slab, laser, diode, stack, fiber, fibre optics, beam, material, hybrid, plug-in, battery, renewable, energy, medical equipment, membrane, filtration, robotic, photovoltaic, industrial automation, drives, IGBT, MOSFET, FRETFET, HVFET, tube, rf, hv. Patent granted DE10328937.
Online OPSS-1 porosity vision scanning control system permeability cluster control for electro static or laser micro perforation machines, multiple color sensor head, spectral intensity, DSP, FPGA, CCD, line, precise, laser, position, material finger print detection, VIS wave length, opacity, defects, inspection, image control, scanner systems, process software, line, camera, vision control, filter, tipping, cigarette, book, packaging, magazine, bible, wall, Kraft, paper, coffee, tea, food, co-extrusion foil, film, agriculture, cement, domestic or other moving fabrics or web material. Patent pending DE10251610, China patent granted 200310104764.
In-situ dyne or surface tension control ODSTM-1 at fast moving substrate, plastic, film, foil, tear tape, laminate, co-extrusion, BOPP, LLDPE, LDPE, PE, PP, PVC, MOV, MOH, FEP, PET, OPP, PTFE, MPET, spectral, extinction, monolithic, sensor, analyzing, Subangstrom, roughness, measurement, wavelength, wobbling, stray, light, beaming, water drop, angle, inspection, corona, plasma jet, laser, IR, NIR, scanning, monolithic spectrometer, photonics, spectral, properties, reflectometer, scatterometry, ellipsometry, opto, acoustic, basic, weight, techniques, corona, flam, gas treatment. Previous patent application DE19543289.
Patent references
http://www.wikipatents.com/gb/2149092.html http://www.wikipatents.com/de/3332886.html http://www.wikipatents.com/de/2918283.html http://www.freepatentsonline.com/EP0460369.html http://www.freepatentsonline.com/7224447.html http://v3.espacenet.com/publicationDetails/biblio?CC=EP&NR=0460369&KC=&FT=E http://www.inpama.com/index.php?content=invention&id=18 http://www.inpama.com/index.php?content=invention&id=19 http://www.inpama.com/index.php?content=invention&id=20 http://www.inpama.com/index.php?content=invention&id=21 http://www.inpama.com/index.php?content=invention&id=22 http://www.inpama.com/index.php?content=invention&id=23 http://www.inpama.com/index.php?content=invention&id=24 https://www.patent-net.de/index.php?content=projekt&id=163 https://www.patent-net.de/index.php?content=projekt&id=213 https://www.patent-net.de/index.php?content=projekt&id=155 https://www.patent-net.de/index.php?content=projekt&id=156 https://www.patent-net.de/index.php?content=projekt&id=214 https://www.patent-net.de/index.php?content=projekt&id=157 https://www.patent-net.de/index.php?content=projekt&id=158 https://www.patent-net.de/index.php?content=projekt&id=287EU technology links
PowerSourcing Links
Verfahren und Vorrichtung zur O-opto D-dynamischen S-surface T-tension online Oberflächenspannung Oberflächenenergie M-Messung - ODSTM-1 - für bewegte Kunststofffolien wie BOOP, LDPE, HDPE, PP, PE, PET, EVA, PTFE, coatierte Papierbahnen, usw.
Patentanmeldung
: DE19543289
download
ODSTM-1-PATENT
Patent Klassifikation : G01 L1/24
Sophisticated, multi functional, optical online sensor systems
IPM has developed a number of new, patent pending, stationary, scanning optical control processes, devices and systems for fast moving webs or fabrics to detect very precise and reproduce their specified product properties in online operation during production.
Introduction
OPSS-1 OPRL-1 vision control systems are equipped with multiple IR, NIR, VIS monolithic spectral color sensors, precision line lasers, CCD imagine devices, DSP, ATMEL and INFINEON sensor internal controllers, own firmware, high speed data link, at scanning speeds from 20500 mm per second, at web widths up to 5000 mm, measuring gaps from 2.0-5.0 mm, optical inline detection of permeability, porosity, spectral transmission, opacity, extinction, particle absorption, porosities ranges from 80 up to 5000 C.U. (Coresta), respective from 50 down to 3 Gurley, position control of micro perforation lines with 0.1 mm accuracy, nano micro pores from 50 nm up to 200 micron diameter by up to 300 pores per cm2. With real time data determining of certain parameters, optical transmission, spectral grades, porosity integrals, envelope curves, internal calculated measuring values.
Thus direct with close loops and feedbacks to the power electronics of fabrics treatment units. Micro perforation or other system makes it possible to compensate any changes in web treatment parameters and their partial locations so that each jumbo roll as well single, quad bobbin sets can be produced quantity and quality controlled without intermediate stops in order of ISO 9001/9002 certifications.
Thus sophisticate, precise, liable, repeat accuracy, easy visualized, optical online measurement techniques archives perfect ways to control and convert pneumatic, fluid, gas, jet streams, static permeability, naturally porous grades, filtration levels, breathable or ventilation effects, etc. at fast moving webs. Their conditions can be easily met by using optical transmission technology thanks to described processing in fully online stationary or scanning control units, extremely small pore dimensions, high fabric speeds up to 1000 m/min by high repetition rates. That completely independent from base material properties as consistency, coloring, density, formation, pin holes, smoothness, stretching, shrinking, brightness, opacity, optical spectral property, gauging thickness weight, moisture content and other known influences.
Applications
The electrostatic nano or micro perforation, including Co2 slab fiber yag excimer diode laser, other material going trough or surface treatment, as well for micromachining and nanotechnology, is usually used depending on quality at fine, rotogravure or offset printing, holographic or publishing paper, writing, magazine, newspaper, packaging, bonded fabrics, non-woven, filter, coffee, tea, bag, sack, craft, food, fresh fruit, force, reinforce, tipping, cigarette, plug wrap, fiber, facial tissues, toilet, decoration, wallpaper, gift, watermark, towels, bleached dyes shiny or clay, recycling, booklet, bible or other special paper, certain plastic films, foils, coating, laminating, extruding, Polyofine, Polysulfone, Elastomer, textile, Polymer or most of that varied types.
It is also used especially for additionally treating materials when aiming special characteristics by physical or regular process reasons cannot be achieved by other process technologies. Material base weights from 10 up 150 grams per m2 by thickness from 5 up to 100 micron are possible to use. Including defect inspection, process automation, moisture vapor transmission rate, abrasion resistance for lamination of waterproof and breathable fabrics.
Our state-of-the-art, industrially approved, sophisticated, compact, multi functional, optical online sensor scanning systems together or without electrostatic, laser perforation technology operates precise and reliable 24/7, are integrate able into existing rewinding, slitting, spooling, spreading, printing, labeling, complex production lines or other machines and other production processes as well. Also, they can be used as completely independent micro surface-all-over or zone perforation units. Fully new ranges of applications will be made available total new products with special features.
Specific information by below website links and patent resources.




OPSS-1 online porosity sensor scanner control - download OPSS-1
Dyne control
Described is a method and device for optical inline tough less surface
tension control ODSTM-1 by which the fast moving substrate runs through the
measuring gap. Its transmitted with a chromatic beam and spectral selected
light source were two optical channels are displaced and polarized by 90 degree
to each other. Both optical axles are precise and motor driven shift able in
certain angles from 25 up to 65 degree. The spectral light photons, transmission,
extinction, absorption grades are detectable by two optical CCD imagine vision
devices which are integrate in the sensor case on the other side of the
substrate.
Material
Moving substrates means plastic foils, flexible, high-tech films, laminate, coating, bonding, labeling, co-extrusion, BOPP, LDPE, LLDPE, HDPE, MDPE, MAS, MEV, PET, FEP, PP, PE, PS, PO, EVA, PTFE, PVC, PTFE, DPC, BOPS, Vinyl, Polyester, Wrapping, Olefin, self-adhesive tape, high strength, cross-laminated, adhesive-coated films, reflective or magnetic sheeting, automotive tape products, inkjet media, Polyethylenex, heat sealing, sewing of plastic film, pressure sensitive tapes for the entertainment industry, graphic and specialty arts for general industrial and electrical applications, building or engineering industry, photographs, masking or printable plastic films, flat or corrugated rigid foamed thermoplastic sheets, polycarbonate, acrylic, PETG.
Extruded or polished cellulose, optical grade polycarbonate, sheets for IR or laser protection, welding filter grade sheets, films for video, imaging, capacitor or thermo transfer applications, foamed polypropylene film with decorative ribbons, binary-oriented polystyrene sheets, multi layer co-extruded film, high impact PVC and PETG, polyimide film, tape and flat films for aerospace automotive medical agriculture marine automotive household commercial domestic construction industry, municipal and leisure applications, clear matt semi-matt finishes or colored, micro-porous membranes for use in alkaline lithium batteries, fuel cells and filtration equipment. By gauges from 10µ to 100µ, fabric widths up to 10,000 mm and web speeds up to 18 meters per second.
Optical properties
Material specific wavelength selection between 1200-1800nm, material specific finger prints, molecular spectral properties, transmission grades, optical angle scanning, Lambert Beersche law determining, ultra low level stray scatter light detection, polarization, slot diaphragms, transverse displacements control the light beams along/far from the optical X and Y axes. The results are extreme scattering, diffraction, NIR, IR, stray light photons generation into the layer areas at both sides of the moving substrate.
Their reflected and transmitted light intensities enables the determination by defined formulas and data matrixes the surface tension values in ranges from 28-62mN/m which are direct associate and bond to real static values for Statistical Quality Control (SQC).
And this entirely independent of the material specific influences as like surface consistency, thickness, density, weight, opacity, coherence, filling, stretching, shrinkage, structure, co-extrusion, polar grouping, temperature, intrinsic motivation or viscosity, hydrophobia, hydrophilic molecules, hydrogen, photonics, mol mass, moisture, water steam proof, bi-layer, polymer, patterning, nanostructure, irradiation, isotopic, catalyst, multi atomic, coherence, absorption, photo mask effect, roentgen, X-ray, radiation, resonance bands, REM, TEM, FIC, IEC, ESCA electron spectroscopy for chemical analysis ASTM or ATR method, property, ellipsometry, opto-acoustic photonic liquid effects, pre material treatment as corona, plasma, flam treatment.
Specific information by below website links and patent resources.
Mit kompetenten Unternehmen aus dem Ausland, welche an der Projektkooperation, Entwicklung, Prototypen Testung, weltweiten Herstellung und dem Vertrieb sowie an einer Lizenznehmung des ODSTM-1 Prozessmeßsystems interessiert sind, ließen vertragliche Bindungen entstehen.
Nachstehend der englische Text zur Projektsituation und Testergebnissen.
Actual situation of the ODSTM-1 development project
Further information concerning publications, patents and engineering reports are specified in the above mentioned applications. Several spectral measurements as well the feasibility study with well known optical institutes are positive done. Furthermore some significant modifications and breakthrough of the base ODSTM-1 measuring process with the using of state-of-the-art monolithic spectrometers and PC support. Specific information about the actual development and project status of the ODSTM-1 system on request.
Concerning the actual ODSTM-1 development and project status after a longer history :
Aktuelle Publikationen und Schutzrechte, deren Inhalte und physikalischen Arbeitsweisen das ODSTM-1 Projekt tangieren und deren Thematik vertiefen :
Weitere Hinweise zu Publikationen und Patenten sind in der Patentanmeldeschrift angegeben.
Testergebnisse

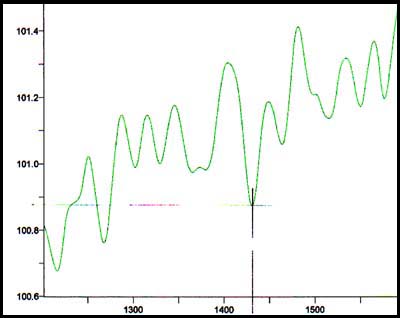
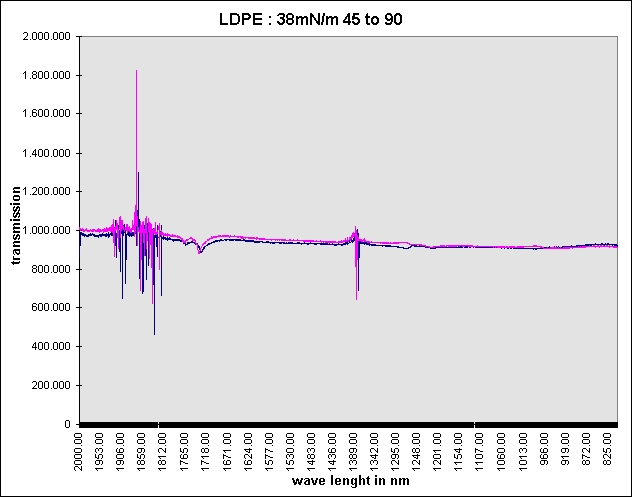
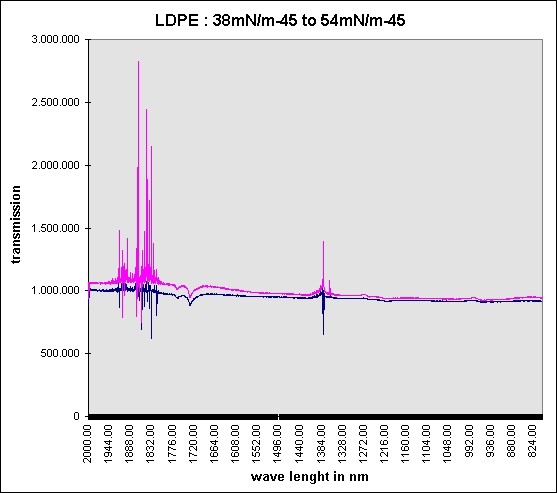
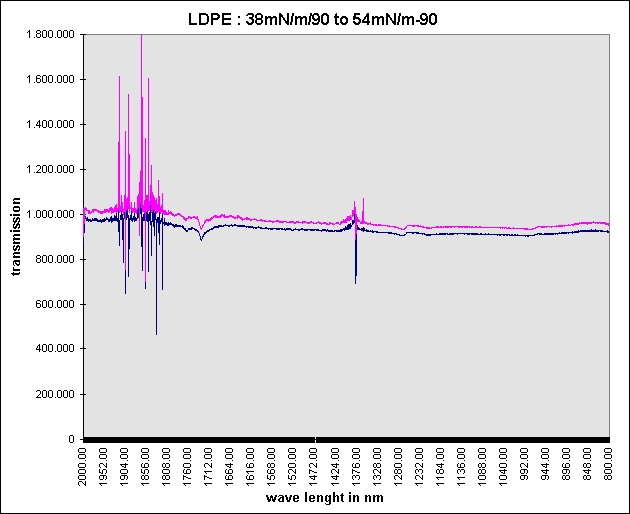
Eckdaten des opto dynamischen Oberflächen Spannung Meßsystem ODSTM-1
LPDE, BOPP Folien und deren dyn abhängigen Spektralergebnisse






Revised content of patent application DE19542289 A1 - copyright Werner Grosse
The invention concerns a method and device
for opto dynamic, i.e. a non-contact, in-line surface-tension / surface-energy
measurement for running substrates whereby the detection can be in the
transverse-direction or in the running-direction of the web.
In the context of this invention, running substrates or moved web material is
to be especially understood as being plastic films like PE, PP, LDPE, HDPE,
LLDPE, EVOH, PTFE, PET, PS, PMMA, PBMA, PVC, PA and also laminated or coated
film or paper webs which still show a measurable optical transmission in the
wavelength range of 200 to 8000 nm.
A higher material wetting capacity, respectively, a higher material adhesion capacity, which can be achieved by increasing the surface tension, is demanded in many application cases for better printability, coatability or adherence capacity during the manufacture, finishing, printing and processing of running substrate webs.
Technical literature which references can be made in respect of these complex physical relationships, include the following:
For the purpose of
simplification, the term surface tension is also used for surface-tension
energy in the following text.
As example, a few surface-tension base values of different
substrates are: PS = 33 mN/m, PA = 43 mN/m, PE = 31mN/m, PP = 29 mN/m. In
comparison, the values for a few liquids are : Water = 72 mN/m, Methanol = 22
mN/m and Tulol = 28 mN/m.
An increase in the surface tension, or a 'molecular
roughening', of the material surfaces is currently achieved with industrial
pre-treatment methods using solvents, primer, plasma, UV radiation,
flame-treatment, ozone gassing and corona.
A major quality criterion for the product resulting from the finishing or
manufacturing process, and this is totally independent of the pre-treatment
method used, is the consistent compliance with material-specific and productspecific
surface tension specifications for the pre-treatment process. This is not only
applicable for a best possible homogenous surface formation but also for a
short-term and long-term achievement of a narrow surface-tension range which
can be extremely influenced by the external and material factors, type of
pre-treatment and treatment changes. For example, depending on the use of
solvent or water-soluble inks for the printing, the (surface-tension) base
range of extruded LDPE films after the increase in their surface tension is 36
- 46 mN/m, whereby their variations can easily be +/- 3 mN/m and more.
The current state of the art involves the use of various static, i.e. not
in-line and mostly optical, measuring methods for the detection of the surface
tension for web-shaped or piece materials, e.g. with test inks as per
ASTM-D2578-67, as per the contact angle measuring method, by way of Rheology
for liquids, the ESCA electron spectroscopy for chemical analysis or the ATR
method. The measuring of these methods always occurs according to the off-line
principle, which means that samples must be taken during machine stop or
during the running production process, with subsequent surface-tension
measuring in order to be able to subsequently adapt to the desired
pre-treatment level, respectively, to try to achieve the specified
surface-tension values in this way.
The significant printed patent specifications and published patent application specifications under the IPC G01 B11/30 to be mentioned hereto are the : EP0032710 A1/B1, EP0237221, DE2804975 Al, EP0134930 A1, DE3406191 Al, DE3808860 A1, DE3410778 A1, DE4102990 A1, DE3105752 A1, DE2537343. From the application DE2225946, it is also known that there is an attempt to achieve a differential measurement of the surface tension with two optical devices in in-line mode before and after the pre-treatment, however, their mode of operation is not explained. The published patent application specification DE3825416 A1 describes a dynamic application method of test inks on running webs in order to obtain an inline measurement of the surface tension.
In respect of optical inline porosity measurement on running webs, the EP0608544 A2 and DE4302137 A 1 contain descriptions of optical transmission methods with which material independent measurement values can be derived as a function of the gas permeability by way of a horizontal measuring head displacement along the optical axis of the traversing device and over large web widths. Also known are traversing and inline working measuring systems, for the web materials mentioned at the beginning, with which numerous material-specific characteristics can be measured in the optical transmission mode, but a surface tension measurement or mathematical derivation is not possible.
The static and both dynamic working methods do not full fill the specified requirements because of the production-related performance targets and consequently the set criteria for non-contact in-line surface-tension measurement on running substrates with absolutely no measurement result influence from material and surface consistency, crystillanity, thickness, density, structure, polar formation, temperature, type of pre-treatment and at web speeds of up to 600 m/min and web width of up to 6000 mm.
The mentioned measuring methods also involve the disadvantage of possible machine standstill times for sample-taking or the occurrence of undesired surface-tension fluctuations between the test intervals. Furthermore, a direct process control or regulation, CIM integration and product certification are not possible because the systems work off-line.
The cardinal requirements for a non-contact and in-line working measuring system can be summarized from the above introductory description as follows:
The invention method for opto-dynamic surface-tension measuring on running substrates fulfils the set requirement by way of the features of the patent main claim 1.
According to this, the substrate web which is to be measured and running through the measuring gap of the system is subjected to a chromatic light transmission via two optical channels which are displaced by 90° to each other. This light transmission can be detected on the other side of the web by two optically identical detection systems. A transverse displacement of both light spray or detector units along the optical axis makes it possible to generate optical scattering and diffraction in the boundary layer area of the substrate by way of extreme beam angle displacement. After the evaluation of their captured light photons and their intensity with a conventional PC, it is possible to determine a direct relationship to the surface tension, independent of the aforementioned material influences.
The invention has confirmed that a two-channel, by 90° displaced, optical transmission through the running web material and extreme X-axis displacement of the beam angle, both in the horizontal and vertical direction, and at different wavelengths are necessary in order to be able to generate, detect and evaluate the desired scattering and diffraction effects in the two-sided boundary layer and sub-nano area. It is only the combination of horizontal and vertical beam path guidance, beam penetration angle change and the wavelength-specific selection for the used substrate which makes it possible to eliminate the material-specific influences so that a measurement value which has a clear relationship to the physical surface tension can be obtained during the optical transmission through the boundary areas and the polar groups located there.
This occurs using a relative measuring method via the generation of differences between two different surface-tension values with material-identical substrates. It was on the basis of these fundamental findings that the invention-related opto dynamical surface-tension measurement method and device for running substrates, which ideally full fill the aforementioned requirements and make the use of an in-line system possible, was developed.
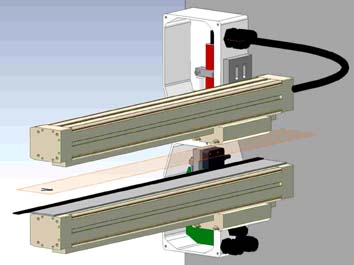
A further important advantage of the invention-related measuring method is that the entire optical arrangement can be integrated in a single measuring head housing and can therefore be mounted onto an existing traversing system and be technically incorporated into the process control system. It is similarly possible to also operate the measuring head system automatically on extrusion or pre-treatment machinery, to incorporate it into the control processes of such machinery and to make possible an in-line certification for the substrate products produced in such a way. This is a further advantage of the invention-related method which opens up totally new dimensions in a production and economic sense.
The aforementioned requirement is also fulfilled by a device for opto-dynamic surface-tension measurement on running substrates with the features of patent claim 7.
According to this, the device is designed so that a single wavelength tune able light source unit supplies two optically identical channels which make possible a transmission in a vertical and horizontal position via two slot diffusers for the substrate web running through the measuring gap. Both optical channels can be geometrically displaced in the X and Y direction in respect to the detector units which are located on the other side of the web and arranged on the optical axes. The light photons falling into the optical lens arrangement in the detector unit are captured, bundled and focus onto photo-sensitive detectors. After their electrical pre-amplification, the signal analysis and measurement value determination occur with a conventional PC which also performs all the control tasks for the wavelength setting, X-displacement of the optical axis and system calibration.
There are now various ways to lay out and further-develop the system of this invention in an advantageous way. In this respect, reference is made to the designs described in the patent claims 1 - 15 and also to the following explanation of a design example of the invention by way of the drawings.
In conjunction with the explanation of the preferred design example of the invention and by way of the drawing, the generally preferred layout of the system is also explained.
The drawings and the additional diagrams specifically show :
The following first explains the device design and its fundamental mode of operation in order to thereafter provide a detailed explanation of the measuring method and the determination of the surface-tension values for running substrate webs.
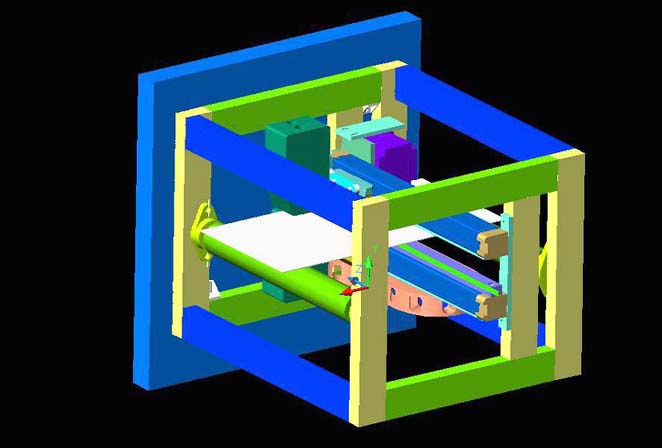
Fig. 1 illustrates the entire surface-tension measuring device for running substrate. The light source device 1 essentially consists of an industrial broadband light source 4 (e.g. the combination of deuterium, halogen and IR lamps and the voltage supply and control unit 5). The joint light beam path is aligned via a lens system 6 and polarization filter 7 onto the acousto-optic filter 8. The HF generator 9 for e.g. 10 - 100 MHz makes an infinitely variable wavelength tuning in the range from 200 nm to 5000 nm possible.
It is similarly possible to perform the detection at specific wavelengths with broadband or narrow band illumination in the IR wavelength range of, for example, 1200 - 1800 nm and monolithic spectrometers in order to replace the expensive acousto-optic converters.
The coupling-out of the beam occurs via a polarization filter 7 with its following beam splitter 10 for the generation of two optical channels, the beams of which are coupled into the broadband optic fiber bundles 12 and 13 via the two lenses 11.
In the beam feeder housing 2 of the measuring head, the coupling-in of the two optical channels occurs via the connected optic fiber bundles 12 and 13. The light beam from these is then projected via the lenses 14 onto the two vertically 16 and horizontally 17 arranged slot diffusers to the web 22 running vertically through the measuring gap 31. For the axis-distant capture of the light photons on the opposite web side there are large collection lenses 18 located on the optical X and Y axes. These are cascaded with smaller lenses in the direction of the detectors 20. The photosensitive detectors 20, located on the base plate 21, can be broadband photodiodes, photodiode arrays, CCD lines or image converters. For the coverage of the broad wavelength range of 200 - 2000 nm, it has proven advantageous to select the detectors 20 according to their spectral sensitivity for two wavelength ranges and use them as pairs.
The measurement gap 31 preferably has a width of 10 mm so that a sufficiently large clearance remains for the web 22 running through it even in the case of inexact positioning, centre-guidance or position movement. For ease of illustration, the mechanical displacement elements for the X-displacement 23 and 24 of both optical channels to the mid-axes 32 and 33 are not shown in Fig. 1 and 2. A very important measurement-related aspect here is the optical detector arrangement 20 which is positioned far outside of the actual focal points 29 so that the axes-distant and transmitted light photons resulting from the scattered transmission and diffraction at the boundary area of the running web can be mapped on the detectors.
Fig. 2 shows the pillow shape 34 of the first optical channel at detector 20 produced by the vertical slot diffuser 16 and the optical axis of the beam feeder unit 32 and the detectors 33. Analogue hereto, the same figure shows the optical image 35 of the horizontally arranged second channel at detector 20 in the case of axis equality 32 and 33.
An X-displacement of beam feeder unit 32 axis to detector axis 33, whereby preferably the detector unit is moved relative to the beamer feeder, results in an optically distorted image in the vertical 36 and horizontal 37 direction as can be seen in figure 3. The image distortion generated with the invention measuring methods result from a combination of the vertical and horizontal slot diffuser geometries and optical x-axis displacement of the detectors far outside of the lens focal point 29.
From various production applications and the aforementioned patent applications it is known that a selection of the material-specific characteristics of the running substrates at different wavelengths, the so-called finger printing, is possible. In this measurement method, this fundamental finding has led to the wavelength selection combined with the optical X-axis displacement being used for the compensation of the substrate characteristics in order to be able to determine the surface-tension value without influence from the material criteria.
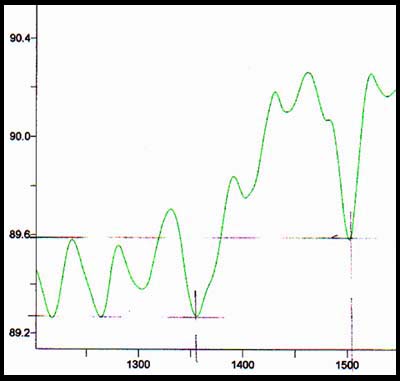
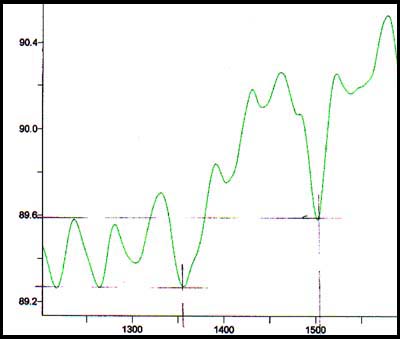
The diagrams in Fig. 4 use, as an example, two material-identical PP films 38 and 39 with different surface tensions of 37 mN/m respectively 43 mN/m to illustrate the transmission values detected at the same wavelength and with photo-sensitive sensors. The lower ordinate shows the optical transmittance of both substrates 38 and 39 as a function of a one-sided axis displacement between 32 and 33, their optical axis coverage being defined in items 32 and 33. It can be clearly seen that the PP films 38 and 39, which are identical in material but have different surface-tension values, experience a value difference via the optical axis displacement whereby their substituted area integral of 40 shows the difference between the surface-tension values of 37mN/m to 43mN/m as a surface-tension value change. The displacement value, respectively the displacement direction to the right is shown on the axis.
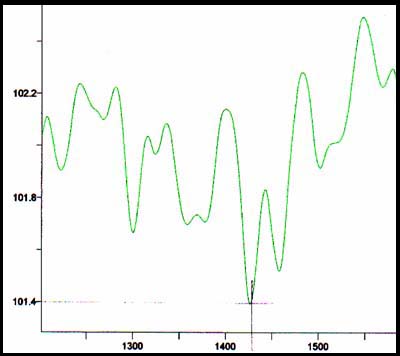
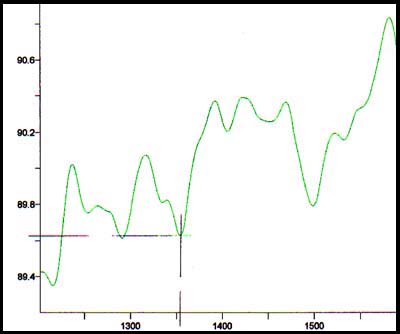
Figure 5 make analogue use of two example PE films 41 and 42 having surface-tension values of 36 mN/m and 42 mN/m to illustrate the area integral 43 obtained as a difference of the surface value after the substitution.
The electrical circuit of the optical detectors, which can consist of individual photodiodes, photodiode arrays or CCD lines, is technically well-known and therefore not further illustrated. Their electrical coupling to a conventional PC by way of AD converter cards and/or multiprocessor cards also requires no further explanation.
The signal analysis and the difference generation are also dealt with in more depth in the following explanatory part.
As already stated in the introductory part, it is known according to the invention that two by 90° displaced optical substrate transmissions and their beam displacement along the optical x-axis generate scattering and diffraction effects on both sides of the boundary layer area which are material-specifically dependent on the used wavelength. The light quantum transmitted and detected in this way allow, after the signal conditioning, an amount-related determination of the relative measurement value of the surface tension. To simplify this device description, all mechanical design details and information on the traversing device for the left and right displacements 23 of the optical X-axes 27/28 are not further described because their fundamental mode of operation is assumed to be generally known.
The transmission properties, developed with the invention measuring method, and its derivations for the determination can be explained, from a physical and light quantum point of view, as follows:
Further test series with the invention method show that sufficiently large quantities of transmitted light quantum can be released with the described device and the described optical X-axis displacement and its associated scattering and diffraction effects in the sub nano layer of the boundary layer area of the substrate web 22.
As this method is based on a relative measurement method, it is necessary to determine the desired surface-tension values via a correlation or comparison measurement using the same substrate types of type groups with lower and higher surface-tension values and a two-point method.
Based on that necessary explanations, the two-point calibration of the opto-dynamic method can be summarized by following steps :
The measuring procedure and determination of actual surface-tension values for the running substrate, inline mode and for both stationary and traversing measuring system versions can be described as follows:
Practical measurements have shown the surface-tension values determined on running substrate webs with the method and device described here vary from static measurements by +/ 1 mN/m as an absolute value and thus remain within the desired measurement resolution. Measuring ranges of 28 - 53 mN/m have been similarly achieved.
Figure 5 shows a further example of this calibration, respectively measuring method and the derived measurement values for a PE substrate with surface-tension values of 36 mN/m and 42 mN/m.
In the case of a measuring system use in traversing mode, the described measurement events repeat themselves cyclically over the web width in the manner generally known for other technical process measurement systems. In stationary mode, the measuring head usually remains over the running substrate web although it is also conceivable that the measuring head could be manually moved to the other side of the web by way of a mechanical device and thus opto-dynamically measure the surface tension there.
For the purpose of process control integration or readjustment control for pre-treatment processes for surface tension increase, as is commonly desired for corona or flame treatments, the determined substitution values and the absolute values assigned via the calibration can be fed to the external equipment in a technically known way after signal conditioning and a conversion with the same PC. This applies similarly for the statistical processing of the measurement data in respect of their mean values, variation coefficients, trends, limit value exceeding, etc. as such are required by process measurement systems.
Finally, it is emphases that the invention knowledge is only described and not limited by the above design examples. The invention knowledge also allows further methods steps for opto-dynamic surface-tension measurement on running substrate webs whereby such steps show other, respectively further, design features.
PATENT CLAIMS
1.Method and device for opto-dynamic surface-tension measurement on running substrate webs like : plastic film, laminated or coated film or paper webs which still show a measurable optical transmission in the wavelength range from 200 to 8000 nm, characterized in that the optically stationary or web width traversing and in-line working measuring device has two opto-channels (12/13), displaced by 90° to each other, which are used to subject the substrate web (2) running vertically through the measuring gap (31) to a light transmission with chromatic light having a moderately changeable wavelength range of 200 nm to 8000 nm and that, during the transmission, both beam feeders (12/13) are displaced (23) transversely (left and right) in relation the optical Y-axes (32/33) and in relation to the detectors (20) located on the other side of the substrate web and along their optical X-axes (27/28) so that the two Y-axes (32/33) are not aligned during the measuring event occurring simultaneously for both channels (12/13) and that the optical image distortion produced in this way generates transmissions integrals from which the relative value of the surface tension is derived.
2. Method according to claim 1, characterized in that an optical detection of the light photon quantity passing through the running substrate web (22) and its boundary layer areas occurs outside of the focal points (23) of the photosensitive elements (20) on the side of the sensor.
3. Method according to claims 1 and 2,
characterized in that the wave length for finding the largest absorption value
of the material web is infinitely tunable in the range of 200 nm to 8000 nm
and that the surface-tension measurement is taken at this adsorption point.
4. Method according to claims 1 to 3, characterized in that the displacement
process along both optical axes (27/28) involves an integral recording as
function of the transmitted light intensity.
5. Method according to claims 1 to 4, characterized in that the surface-tension measurement value can be calculated in relation to two known substrate measurement values of the same material type by way of the substitution method.
6. Method according to claims 1 to 5, characterized in that two surface-tension values for identical substrate type are statically recorded for the purpose of measuring system calibration.
7. Device for implementing the method according to claim 1, whereby the substrate web (22) running vertically through the measuring gap (31) is subjected to a chromatic light transmission from one side and the transmission light intensity is detected on the other side of the substrate, characterized in that a displacement device geometrically displaces the beam feeder (with its two optical channels (12/13) which are displaced by 90 degrees to each other) in relation to the detectors (20) and along the optical X-axis (27/28) so that their Y-axes (32/33) are no longer aligned during the measurement process.
8. Device according to claim 7, characterized in that a common broadband light source (4) is used for the wavelength range of 200 nm to 8000 nm.
9. Device according to claim 8, characterized in that the wavelength is infinitely varied by way of an acusto-optical filter (8).
10. Device according to one or several claims out of claims 7 9, characterized in that two broadband optic fiber bundles (12/13) feed the beam to the measuring location at the running substrate web (22).
11. Device according to one or several claims out of claims 7 10, characterized in that the beam projection onto the substrate web (22) running through the measuring gap is effected via two slot diffusers (16/17) which are displaced by 90 degrees to each other.
12. Device according to one or several claims out of claims 7 11, characterized in that a common displacement device moves the beam feeder (12/13) in relation to the detector housing (3) along the optical and geometrical X-axis (22/23) to both sides during the measuring process.
13. Device according to one or several claims out of claims 7 - 12, characterized in that both photosensitive detectors (20) are arranged outside of their lens focal points (29) and are displaced by 90 degrees to each other.
14. Device according to one or several claims out of claims 7 - 13, characterized in that the surface-tension measuring device is integrated in an autarchic and stationary respectively mechanical manner in existing traversing systems and incorporated in-line in the process measuring mode.
15. Device according to one or several
claims out of claims 7 14, characterized in that the mathematical evaluation,
the determination of the surface-tension values and the control of the
displacement device and the acusto-optical filter (8) are effected by way of a
single PC.
Überarbeiteter Inhalt der Patentanmeldung DE19542289 A1
Die Erfindung betrifft ein Verfahren und eine Vorrichtung zur opto dynamischen, also einer berührungslosen, online Oberflächen-Spannung - Oberflächen-Energie Messung für laufende Substrate, wobei die Detektion sowohl in Quer- wie auch in Laufrichtung der Bahn erfolgen kann.
Unter laufenden Substraten oder bewegtem Bahnmaterial sind im Zusammenhang der vorliegenden Erfindung insbesondere Kunststofffolien zu verstehen, wie z.B. PE, PP, LDPE, HDPE, LLDPE, EVOH, PTFE, PET, PS, PMMA, PBMA, PVC, PA und des Weiteren kaschierte oder coatierte Film-, Folien- oder Papierbahnen, welche eine noch messbare optische Transmission im Wellenlängenbereich von 200 bis 8000 nm aufweisen.
Bei der Herstellung, Veredelung, Bedruckung und Weiterverarbeitung von laufenden Substratbahnen wird in sehr vielen Anwendungsfällen zur besseren Bedruck-, Beschicht- oder Klebbarkeit eine höhere Benetzungs- bzw. Haftungsfähigkeit des Materiales gefordert, welche durch Oberflächen-Spannung Erhöhungen erzielbar sind.
Hinsichtlich der komplexen physikalischen Zusammenhänge ist u.a. auf die nachfolgende Fachliteratur zu verweisen
Vereinfacht ist unter Oberflächen-Spannung bzw. Oberflächen-Energie eine physikalisch messbare Zugspannung zu verstehen, welche durch die im Grenzschichtbereich des Substrates befindlichen Moleküle und deren Adhäsionskräfte bestimmt werden. Diese energetische wie auch mechanisch anzusehende Zugspannung ist in der physikalischen Einheit Millinewton/m mN/m, früher auch dyn/cm, definiert.
Zur Vereinfachung wird im weiteren für Oberflächen-Spannungsenergie der Begriff Oberflächen-Spannung benutzt.
Beispielhaft lassen sich einige Oberflächen-Spannungsgrundwerte von verschiedenen Substraten angegeben : PS=33 mN/m, PA=43 mN/m, PE=31mN/m, PP=29 mN/m.
Im Vergleich hierzu die Angaben für einige Flüssigkeiten : Wasser=72 mN/m, Methanol=22 mN/m und Toluol=28 mN/m.
Zur Oberflächen-Spannungserhöhung oder "molekularen Aufrauhung" der Materialoberflächen kommen industrielle Vorbehandlungsverfahren mit Lösungsmitteln, Primer, Plasma, UV-Bestrahlung, Beflammung, OZON Begasung und Korona zur Anwendung.
Ein ganz wesentliches Qualitätskriterium der nach dem Veredelungs- oder Herstellungsprozess entstandenen Produkte, und dies ist völlig unabhängig vom angewandten Vorbehandlungsverfahren, ist die Ein- und Konstanthaltung der material- und produktspezifisch vorgegebenen Oberflächen-Spannung innerhalb des Verarbeitungsprozesses. Dies gilt sowohl für eine möglichst homogene Flächenausbildung, wie auch für einen kurz- und langzeitlich einzuhaltenden engen Oberflächen-Spannungsbereich, welcher durch die äußeren und Materialfaktoren, Vorbehandlungsart und Behandlung Änderungen exorbitant stark beeinflusst wird. So liegen beispielsweise extrudierte LDPE Folien nach deren Oberflächen-Spannung Erhöhung, je nach Verwendung von lösungsmittel- oder wasserlöslichen Farben für die Bedruckung, im Basisbereich von 36 -46 mN/m, wobei deren Variation durchweg +/- 3 mN/m und mehr betragen kann.
Nach dem derzeitigen Stand der Technik werden diverse statische, also nicht online, und meist optisch arbeitende Messverfahren zur Detektion der Oberflächen-Spannung für bahnförmige oder stückige Materialien angewandt, wie z.B. mit Testtinten nach ASTM D2578-67, nach der Randwinkel Meßmethode, mittels der Rheology für Flüssigkeiten, der ESCA Electron spectroscopy for chemical analysis oder ATR Methode. Die Messungen erfolgen hierbei grundsätzlich nach dem off-line Prinzip, so daß zum Maschinenstillstand oder während des laufenden Produktionsprozesses Probenentnahmen mit anschließender Oberflächen-Spannungsermittlung ausgeführt werden müssen, um so den gewünschten Vorbehandlungsgrad nachträglich anzupassen bzw. die einzuhaltenden Oberflächen-Spannungswerte auf diese Weise anzustreben.
Als die wesentlichen Patent- und Offenlegungsschriften unter der IPC G01 B11/30 sind hierzu die : EP0032710 A1/B1, EP0237221, DE2804975 Al, EP0134930 A1, DE3406191 Al, DE3808860 A1, DE3410778 A1, DE4102990 A1, DE3105752 A1, DE2537343, zu nennen. Aus der Anmeldung DE2225946 ist weiterhin bekannt, dass mit zwei optischen Einrichtungen im online Modus vor und nach der Vorbehandlungseinrichtung versucht wird, eine Differenzmessung der Oberflächen Spannung herbeizuführen, deren Arbeitsweise aber nicht erläutert ist. Die Offenlegungschrift DE3825416 A1 hingegen beschreibt ein dynamisches Auftragsverfahren von Prüftinten auf laufende Bahnen, um so zur online Ermittlung der Oberflächen-Spannung zu gelangen.
Zur optischen inline Porositätsmessung an laufenden Bahnen sind in der EP0608544 A2 und DE4302137 A 1 optische Transmissionsverfahren beschrieben, mit denen durch eine horizontale Messkopfverschiebung entlang der optischen Achse der Traversiereinrichtung und über große Bahnbreiten materialunabhängige Messwerte als Funktion der Gasdurchlässigkeit ermittelbar sind. Weiterhin sind traversierende und online arbeitende Meßsysteme für die eingangs angeführten Bahnmaterialien bekannt, mit denen im optischen Transmissionsmodus eine Vielzahl von materialspezifischen Eigenschaften messbar sind, aber keine Oberflächen-Spannungsmessung oder mathematische Ableitung möglich ist.
Aufgrund der produktionellen Vorgaben und damit gestellten Kriterien zur berührungslosen online Oberflächen-Spannung an laufenden Substraten bei völliger Unbeeinflußbarkeit der Messergebnisse von Material- und Oberflächenkonsistenz, Kristallinität, Dicke, Dichte, Struktur, polarer Formation, Temperatur, Vorbehandlungsart, bei Bahngeschwindigkeiten bis 600 m/min und Bahnbreiten bis 6000 mm erfüllen die statisch und beiden dynamisch arbeitenden Verfahren nicht die aufgestellten Anforderungen.
Bei den angeführten Messverfahren ist es weiterhin von Nachteil, daß zusätzliche Maschinen- Stillstandszeiten zur Probenentnahme oder zwischen den Testintervallen unerwünschte Oberflächen-Spannung Schwankungen entstehen können. Darüber hinaus ist eine direkte Prozesssteuerung oder Regelung, CIM-Einbindung und Produktzertifizierung nicht möglich, da die Systeme offline arbeiten.
Die Kardinalforderungen an ein berührungslos und online arbeitendes Messsystem lassen sich nach den einleitenden Ausführungen wie folgt zusammen fassen
· Verwendbarkeit für Bahnmaterialien, PE, PP, LDPE, HDPE, LLDPE, EVOH, PTFE, PET, PS, PMMA, PBMA, PVC, PA, kaschierte oder coatierte Filme, Folien oder Papiere · Messunabhängigkeit von Material- und Oberflächenkonsistenz, Kristallinität, Dicke, Dichte, Struktur, polarer Gruppierung, Temperatur und Vorbehandlungsart · Bahngeschwindigkeiten bis 600 m/min und Bahnbreiten bis 6000 mm · online, real time und berührungslos arbeitendes Messverfahren · single Messkopfverfahren · Oberflächen Spannungsmessbereich von 30 bis 60 mN/m bei Reproduzierbarkeiten von +/- 1 mN/m · Integrierbarkeit in vorhandene Traversiersysteme · Rechnerbetrieb und Maschinen Interfacing · Unempfindlichkeit gegen äußere Einflüsse wie Staub, Dämpfe, Fremdlicht, mechanische Erschütterungen usw. · große Wartungsfreiheit · absolute Zuverlässigkeit · leichte KalibrierungsmöglichkeitDer Erfindung liegt daher die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung anzugeben, welches das angeführte Anforderungsprofil zur opto dynamischen, also einer berührungslosen Oberflächen-Spannung Messung möglichst genau erfüllbar ist.
Das erfindungsgemäße Verfahren zur opto dynamischen Oberflächen-Spannungsmessung an laufenden Substraten löst die gestellte Aufgabe durch die Merkmale des Patenthauptanspruches 1.
Danach erfährt die im Messspalt des Systems durchlaufende und zu messende Substratbahn über zwei um 90 Grad gegeneinander versetze, optische Kanäle eine chromatische Durchstrahlung, welche auf der anderen Bahnseite durch zwei optisch gleiche Detektionssysteme erfassbar ist. Über eine Querverschiebung der beiden Lichtzuführungs- oder Detektoreinheiten entlang der optischen Achse ist es möglich, durch extreme Strahlwinkelverschiebungen und damit verbundene optische Streuungen und Beugungen im Grenzschichtbereich der Substrate zu generieren, deren eingefangenen Lichtphotonen und Intensität nach der entsprechenden Auswertung über einen konventionellen PC eine direkte Relation zur Oberflächen-Spannung, in Unabhängigkeit der eingangs genannten Materialeinflüsse, ermöglichen.
Erfindungsgemäß ist erkannt worden, dass bei einer zwei kanaligen um 90 Grad gedrehten optischen Durchstrahlung des laufenden Bahnmateriales und extreme Verschiebungen des Strahlwinkels der optischen Achsen notwendig sind, um gewünschte Streu- und Beugungseffekte im beidseitigen Grenzschicht- und sub-nano Bereich, sowohl in horizontaler wie auch in vertikaler Richtung, bei unterschiedlichen Wellenlängen zu generieren, detektions technisch einzufangen und auszuwerten. Erst die Kombination von horizontaler und vertikaler Strahlengangführung, Durchstrahlung winkeländerung und der Wellenlängen spezifischen Wahl zum eingesetzten Substrat ermöglicht die Eliminierung der material spezifischen Einflüsse, so das beim optischen Durchstrahlen der Grenzschichtbereiche und deren dort befindlichen polaren Gruppen eine Messgröße ermittelbar ist, die in eindeutiger Korrellation zur physikalischen Oberflächen-Spannung steht.
Dies erfolgt im Relativmessverfahren über die Differenzbildung zwischen zwei unterschiedlichen Oberflächen-Spannung Werten bei material gleichen Substraten. Aus diesen fundamentalen Erkenntnissen ist das erfinderische opto dynamische Oberflächen Spannungsmessverfahren und deren Vorrichtung für laufende Substrate entstanden, welche die Eingangs aufgestellten Anforderungen und aufgezeigten Messvorteile in idealer Weise erfüllt und einen online Systemeinsatz ermöglicht.
Ein weiterer großer Vorteil des erfinderischen Messverfahren besteht darin, dass die gesamte optische Anordnung innerhalb eines Messkopfgehäuses integrierbar ist und somit auf industriell vorhandene Traversiersysteme aufgebaut und dort prozesstechnisch eingebunden werden kann. Gleichermaßen ist es möglich, das Messkopfsystem auch autark an Extruder- oder Vorbehandlungsanlagen zu betreiben, in deren Steuerungs- und Regelprozesse einzubinden und für die so hergestellten Substratprodukte eine online Zertifizierung zu ermöglichen. Dies ist ein weiterer großer Vorteil des erfinderischen Verfahrens, welcher produktionell und wirtschaftlich gänzlich neue Dimensionen eröffnet.
Die eingangs genannte Aufgabe wird ferner von einer Vorrichtung zur opto dynamischen Oberflächen-Spannung Messung an laufenden Substraten mit den Merkmalen des Patentanspruches 7 gelöst.
Danach ist die Vorrichtung so ausgestaltet, dass eine Wellenlängen durchstimmbare Lichtquellen Einrichtung zwei optisch gleiche Kanäle versorgt, die eine Transmission in vertikaler und horizontaler Position über zwei Schlitzblenden für die im Messspalt durchlaufende Substratbahn ermöglichen. Beide optische Kanäle sind geometrisch gegenüber den auf der anderen Bahnseite befindlichen und optischen Achsen angeordneten Detektoreinheiten in der X- und Y-Richtung verschiebbar. Die im Detektionsteil auf die optische Linsenanordnung einfallenden Lichtphotonen werden eingefangen, gebündelt und auf fotoempfindliche Detektoren fokussiert. Nach deren elektrischer Vorverstärkung erfolgt die Signal Auswertung und Messgrößenermittlung durch einen konventionellen PC, welcher darüber hinaus auch alle Steueraufgaben für die Wellenlängenvorgabe, X-Verstellung der optischen Achsen und System Kalibrierung übernimmt.
Es gibt nun verschiedene Möglichkeiten, die Lehre der vorliegenden Erfindung in vorteilhafter Weise auszugestalten und weiterzubilden. Dazu ist einerseits auf die den Patentansprüchen 1 - 15 beschriebenen Ausführungen, andererseits auf die nachfolgende Erläuterung eines Ausführung Beispieles der Erfindung anhand der Zeichnungen zu verweisen.
In Verbindung mit der Erläuterung des bevorzugten Ausführungsbeispiels der Erfindung und mittels der Zeichnungen werden auch im allgemeinen bevorzugte Ausgestaltungen der Lehre erläutert.
Die Zeichnungen und zusätzlichen Diagramme zeigen im einzelnen · Fig. 1 die Gesamtansicht der Oberflächen Spannungsmesseinrichtung · Fig. 2 die optischen Abbildungen der X- und Y-Schlitzblenden auf den fotoempfindlichen Detektoren bei optischer Achsengleichheit · Fig. 3 die optischen Abbildungen der X- und Y-Schlitzblenden auf den fotoempfindlichen Detektoren bei optischer Achsverschiebung · Fig. 4 ein Diagramm des Spannungsprofils und der Transmissionsverteilung zur Oberflächen-Spannungsermittlung für eine PP-Folie · Fig. 5 ein Diagramm des Spannungsprofils und der Transmissionsverteilung zur Oberflächen-Spannungsermittlung für eine PE-Folie · Fig. 6 - 11 Diagramme über den Spektralbereich, Differenzen der Oberflächen-Spannungswerte und das Verhalten bei unterschiedlichen TransmissionskriterienZunächst wird in der nachfolgenden Beschreibung die Vorrichtungsausführung und deren grundsätzliche Arbeitsweise erklärt, um dann eingehender das Messverfahren und die Ermittlung der Oberflächen Spannungswerte für laufende Substratbahnen zu erläutern.
In Fig. 1 ist die gesamte Oberflächen Spannungsmeßeinrichtung für laufende Substrate dargestellt. Die Lichtquelleneinrichtung 1 besteht hierbei im wesentlichen aus einer industriellen Breitbandlichtquelle 4, z.B. der Kombination aus Deuterium-, Halogen- und IR-Lampe sowie der Spannungsversorgungs- und Regeleinrichtung 5, deren gemeinsamer Strahlengang über ein Linsensystem 6 und Polarisationsfilter 7 auf das akusto optische Filter 8 ausgerichtet ist. Mittels eines Hochfrequenzgenerators 9 für z.B. 10 - 100 MHz, ist es möglich, den Wellenlängenbereich von 200 nm bis zu 5000 nm kontinuierlich durch zustimmen.
Gleichermaßen ist es möglich, mit breit- oder schmalbandigen Ausleuchtungen im IR Wellenlängenbereich von z.B. 1200 - 1800 nm, und monolitischen Spektrometern die Detektion in bestimmten Wellenlängen durchzuführen, um so aufwendige akusto optische Konverter zu ersetzen.
Die Strahlauskopplung erfolgt ebenfalls über ein Polarisationsfilter 7 mit dem danach folgenden Strahlteiler 10 zur Generierung von zwei optischen Kanälen, deren Strahlen über die beiden Linsen 11 in die breitbandigen Lichtfaserbündel 12 und 13 eingekoppelt werden.
Im den zum Messkopf gehörenden Strahlzuführungsgehäuse 2 erfolgt die Ankopplung der beiden optischen Kanäle über die zugeführten Lichtfaserbündel 12 und 13, deren Strahlprojektion mittels der Linsen 14 auf die beiden vertikal 16 und horizontal 17 angeordneten Schlitzblenden zu der im Messspalt 31 senkrecht durchlaufenden Bahn 22 erfolgt. Auf der gegenüberliegenden Bahnseite befinden auf der optischen X- und Y-Achse zur achsfernen Einfangung der Lichtphotonen die großen Sammellinsen 18, die mit kleineren Linsen 19 in Richtung der Detektoren 20 kaskadiert sind. Als photoempfindliche Detektoren 20 sind sowohl breitbandige Fotodioden, Fotodiodenarrays, CCD Zeilen wie auch Bildwandler einsetzbar, welche auf der Grundplatte 21 plaziert sind. Zur Abdeckung des breiten Wellenbandes von 200 - 2000 nm hat es sich als vorteilhaft erwiesen, die Detektoren 20 gemäß ihrer Spektralempfindlichkeit für zwei Wellenlängenbereiche entsprechend auszuwählen und dual einzusetzen.
Der Messspalt 31 hat vorzugsweise eine Weite von 10 mm, so dass für die durchlaufende Bahn 22 auch bei nicht exakter Positionierung, mittiger Führung oder Positionsbewegung ein genügend großer Freiraum verbleibt. In Figur 1 und 2 sind zur Vereinfachung die mechanischen Verschiebelemente für die X-Verstellung 23 und 24 beider optischen Kanäle zu den Mittenachsen 32 und 33 nicht dargestellt. Eine besonders große messtechnische Bedeutung nimmt hierbei die optische Detektoranordnung 20 weit außerhalb der eigentlichen Brennpunkte 29 ein, um so die durch Streustrahlung und Beugung an den Grenzflächen der laufenden Bahn transmittierten und achsfernen Lichtphotonen auf die Detektoren abzubilden.
Fig. 2 zeigt die sich aus der vertikalen Schlitzblende 16 und optischer Achse der Strahlzuführungseinheit 32 und Detektoren 33 ergebene Kissenform 34 des ersten optischen Kanals auf dem Detektor 20. Analog hierzu ist in der gleichen Figur die optische Abbildung 35 des horizontal angeordneten, zweiten Kanals bei Achsengleichheit 32 zu 33 auf dem Detektor 20 dargestellt.
Mit der X-Verschiebung von Strahlzuführungs- 32 zur Detektorachse 33, wobei vorzugsweise die Detektionseinheit gegenüber der Strahlzuführung bewegt wird, ergibt sich eine optisch verzerrte Abbildung in vertikaler 36 und horizontaler 37 Richtung, wie dies aus Figur 3 zu ersehen ist. Die mit dem erfinderischen Messverfahren erzeugte Abbildungsverzerrung resultiert aus einer Kombination der vertikalen und horizontalen Schlitzblendengeometrien und optischen X-Achsverschiebung der Detektoren weit außerhalb deren Linsenbrennpunkte 29.
Aus verschiedenen produktionellen Anwendungen und den eingangs genannten Anmeldungen ist bekannt, dass eine Selektion der material spezifischen Eigenschaften der laufenden Substrate bei unterschiedlichen Wellenlängen, den sogenannten finger prints, möglich ist. Diese grundlegende Erkenntnis führt bei diesem Messverfahren dazu, dass die Wellenlängenwahl verbunden mit der optischen X-Achsenverschiebung zur Kompensation der Substrateigenschaften benutzt wird, um so den Oberflächen-Spannung Wert unbeeinflusst von den Materialkriterien zu ermitteln.
Im Diagramm der Figur 4 sind am Beispiel zwei materialgleicher PP-Folien 38 bzw. 39 und unterschiedlicher Oberflächen-Spannung von 37 mN/m bzw. 43 mN/m deren Transmissionswerte, detektiert bei gleicher Wellenlänge und mit fotoempfindlichen Sensoren, dargestellt. Auf der unteren Ordinate ist die optische Durchlässigkeit beider Substrate 38 und 39 als Funktion einer einseitigen Achsenverschiebung zwischen 32 und 33 ausgeführt, deren optischen Achsdeckung in den Punkten 32 und 33 definiert ist. Es ist deutlich zu erkennen, dass die material gleichen, aber mit unterschiedlichen Oberflächen-Spannungswerten behafteten PP-Folien 38 und 39, über die optische Achsverschiebung eine Betragsdifferenz erfahren, deren substituiertes Flächenintegral 40 die Differenz zwischen den Oberflächen-Spannungswerten von 37mN/m zu 43mN/m als Betragsänderungen der Oberflächenspannung ausweisen. Auf der Absizze ist der Verschiebebetrag bzw. die Verschieberichtung nach rechts aufgetragen.
Figur 5 zeigt analog hierzu am Beispiel zweier PE-Folien 41 und 42, welche mit Oberflächen Spannungswerten von 36 mN/m und 42 mN/m behaftet sind, mit den nach der Substitution sich eine Flächenintegral 43 als Differenz des Oberflächenbetrages ausweist.
Die elektrische Schaltung der optischen Detektoren, welche aus einzelnen Fotodioden, Fotodioden-Arrays oder CCD Zeilen bestehen kann, ist technisch allgemein bekannt, und deshalb nicht weiter dargestellt. Auch deren elektrische Ankopplung mittels AD Wandlungskarte und/oder Multiprozessorkarte an einen konventionellen PC bedarf keiner weiteren Erklärungen.
Auf die Signalauswertung und Differenzbildungen wird auch im nachfolgenden Erklärungsteil vertiefter eingegangen.
Wie schon im Eingangsteil ausgeführt, ist erfinderisch erkannt worden, dass zwei um 90 Grad versetzte optische Substratdurchstrahlungen und deren Strahlverschiebungen entlang der optischen X-Achsen Streu- und Beugungseffekte im beidseitigen Grenzschichtbereich generieren, welche material spezifisch von der verwendeten Wellenlänge abhängig sind. Die auf diese Weise transmittierten und detektierten Lichtquanten ermöglichen nach der Signalkonditionierung eine betragsmäßige Ermittlung des Relativmesswertes für die Oberflächen-Spannung.
Zur Vereinfachung dieser Vorrichtungsbeschreibung sind alle mechanischen Ausführungen und Angaben zur Traversiereinrichtung für die Links- und Rechts Verschiebungen 23 der optischen X-Achsen 27/28 nicht weiter angegeben, da deren grundsätzliche Arbeitsweise als allgemein bekannt vorausgesetzt wird.
Das mit dem erfinderischen Messverfahren entwickelte Transmissionsverhalten und deren Ableitungen zur Bestimmung der opto dynamischen Oberflächen-Spannung an laufenden Substraten lassen sich physikalisch und lichtquantentechnisch wie folgt erklären :
· Die von der Wellenlänge abhängige Transmissionsänderung bei optisch durchlässigen Substraten 22 erzeugt ein materialspezifisches Durchlassverhalten, den so genannten finger-prints, was physikalisch allgemein bekannt ist und technisch für eine Vielzahl von Applikationen eingesetzt wird. Für das erfinderische Verfahren findet die Wellenlängen Veränderung im Bereich von 200 nm bis 8000 nm mittels einer Breitbandlichtquelle 4 und eines durch stimmbaren akusto optischen Filters 8 statt. · Aus dem Elipsometrie Messverfahren für transparente Kunststofffolien ist zu erfahren, dass optisch gedrehte und polarisierte Strahlengänge die mathematische Dickenermittlung dieser laufenden Substrate ermöglichen. Für das hier beschriebene Verfahren haben die Polarisationsfilter 7 die Aufgabe der Strahlein- und Auskopplung für das akusto optische Filter 8. Eine optische um 90 Grad gedrehte Durchstrahlung der laufenden Substratbahnen 22 ist über die beiden Kanäle 12 und 13 sowie den Längs- 16 und Querschlitzblenden 17 verifiziert. Mit dieser Ausführung ist eine detektions technische Berücksichtigung der längs- und quer orientierten Material Formationen, wie sie häufig bei biaxialen Folien, coatierten Bahnen oder Multilayern auftritt, möglich. · Spezielle Schlitzblenden 16 und 17 erzeugen an ihren Rändern extreme Streustrahlung und damit verbundene Veränderung des Strahlungswinkels, die weit entfernt von der optischen Achslinie 27/28/32/33 liegen. Teilweise werden diese Streustrahleffekte bei verschiedenen industriellen Verfahren zur Glanz-, Glätte-, Divergenz-, Opazitäts- oder Porositätsmessung von optisch durchlässigen Materialien messtechnisch genutzt und berücksichtigt. Die in beiden optischen Kanäle 12/13 bei der Ein- und Auskopplung in das laufende Substrat 22 transmittieren Streustrahlungen führen zu Adsorptions- und Diffusionserscheinungen an deren Grenzflächen. Es hat sich bei Untersuchungen der Streustrahlung mit chromatischem Licht gezeigt, dass entgegen der allgemeinen Wellenlängentheorie Änderungen in der Molekularstruktur optisch nachweisbar sind, welche um den Faktor 1000 kleiner sind, als die verwendete Wellenlänge. Dies bedeutet, dass bei einer Wellenlänge von z.B. 400 nm optische Detektionen von "molekularen" Rauhigkeitkeiten im Grenzschichtbereich der jeweiligen Materialseite von < 400 pm möglich sind. · Die für die Oberflächen-Spannung, Materialhaftung und polaren Gruppen verantwortlichen Grenzschichtbereiche bewegen sich zwischen 10 bis 200 Ängström, was 1 nm bis zu 20 nm entspricht. · Bei diesen speziellen Geometrien der Materialdurchstrahlung erfahren die transmittierten Lichtquanten bei Veränderungen der einseitigen oder beidseitigen "molekularen Aufrauhung" im Grenzschichtbereich und einer damit verbundenen Oberflächen Spannungserhöhung eine erleichterte Materialtransmission, was zu einer größeren Lichtquantenausbeute auf der Detektorseite führt. · Nur so lassen sich die praktischen Ergebnisse interpretieren, die eine direkte Korrelation zur Oberflächen-Spannungsdifferenz 40 und 43, und dies völlig unabhängig von der Material-, Oberflächenkonsistenz, Kristallinität, Dicke, Dichte, Struktur, polarer Gruppierung, Temperatur oder der Vorbehandlungsart erlauben. · Die geschilderten und für dieses Verfahren benutzten Transmissionserhöhungen sind dann besonders signifikant ausgeprägt, wenn die verwendete Wellenlänge in der Nähe oder direkt im Resonanzpunkt der Bahnsubstrate liegt, also eine stark verminderte optische Durchlässigkeit als Opakheit auftritt und eine sensorische Erfassung weit außerhalb der Linsenbrennpunkte stattfindet. Diese lichtquantentechnischen Resonanzpunkte sind materialspezifisch zugeordnet und verändern sich im laufenden Produktions- und Veredelungsprozess für die laufenden Bahnen nur unwesentlich, wie praktische Ergebnisse zeigen. · Hat eine Materialseite höhere Oberflächenspannungswerte als die andere, so entstehen Differenzen in der Detektion, die nach der Auswertung proportional zur Differenz der Oberflächenspannungswerte stehen.Weitere Versuchsreihen mit dem erfinderischen Verfahren zeigen, dass mit der angeführten Vorrichtung und den beschriebenen optischen X-Achsverschiebungen und damit ausgelösten Streu- und Beugungseffekten im sub-nano-layer Grenzschichtbereich der Substratbahnen 22 genügend große Mengen von transmittierten Lichtquanten freisetzbar sind.
Da es sich bei diesem Verfahren um eine Relativmeßmethode handelt, ist es notwendig, die gewünschten Oberflächen-Spannungswerte über eine Korrelations- oder Vergleichsmessung bei gleichen Substratarten oder Artengruppen mit niedrigen und höheren Oberflächen-Spannung Werten, gemäß einem Zweipunktverfahren, zu ermitteln.
Basierend auf den vorstehenden und notwendigen Erläuterungen lässt sich die Zweipunkt Kalibrierung des opto dynamischen Verfahrens in folgenden Schritten zusammenfassen :
· im ersten Kalibrierungsschritt wird im Messspalt 31 die später dynamisch zu messende Substratart mit bekannter, aber niedriger Oberflächen-Spannung, z.B. einer PP-Folie 38 mit 37mN/m, auf einer besonderen Vorrichtung eingelegt und statisch detektiert · anschließend erfolgt die Findung des Resonanzpunktes über die Wellenlängenvariation im Bereich von z.B. 200 nm bis 8000 nm mittels des akusto optischen Filters 8 für beide optischen Kanäle, und deren fotoempfindlichen Detektoren und entsprechenden Signalkonditionierung die zahlenmäßige Auswertung durch einen Personalcomputer ermöglichen · die optischen Achsen 27/28/32 und 33 sind beim ersten Wobbeldurchgang der Wellenlängen deckungsgleich · für den zweiten Wobbeldurchgang erfolgt die beschriebene Achsverschiebung zur rechten Seite in X-Richtung bis zum Punkt 44 · im dritten Wobbeldurchgang folgt analog hierzu die Achsverschiebung zur linken Seite in X-Richtung · nach einer einfachen Substitutionsmethode lässt sich jetzt aus den drei aufgenommenen Spannungsintegralen der materialspezifische Resonanzpunkt ermitteln, welcher durch den größten Adsorptionswert bestimmt wird · gleichzeitig bestimmt die Summe der Integralflächen, welche durch die Links und Rechts Verschiebung der beiden optischen Kanäle 12/13 auf der X-Achse 27/28 entstanden sind, innerhalb dieses Resonanzpunktes den Kalibrierungswert 1 für die Oberflächen Spannung dieses PP-Substrates von 37 mN/m · im zweiten Kalibrierungsschritt erfolgt analog hierzu die Detektionsaufnahme des im Messspalt 31 eingelegten zweiten und artgleichen PP-Substratmusters von z.B. 48 mN/m, wobei die zumessende Substratbahn später in dem Bereich dazwischen dynamisch gemessen werden soll · der weitere Ablauf zur Detektionsaufnahme gestaltet sich in der gleichen Weise, wie zuvor geschildert · es sind aber auch andere Wertekonstellationen von z.B. 29 mN/m für PP-Folien oder 31 mN/m für PP-Folien denkbar · anschließend erfolgt zur Verfestigung der Erstdatenaufnahme nach der gleichen Substitutions Methode die material spezifische Resonanzpunktfindung, deren Punkt ebenfalls durch den größten Adsorptionswert bestimmt wird in Versuchen hat sich gezeigt, dass bei beiden Kalibrierungsschritten die Resonanzpunkte nahezu deckungsgleich sind so sind z.B. bei speziellen PP-Folien die Resonanzpunkte bei einer Wellenlänge von 2800 nm und für spezielle PE-Folien bei 3200 nm zu finden · beispielhaft sind in Figur 4 die sich hierbei ergebenen Spannungsprofile 38/39 im Resonanzpunkt dargestellt · dabei bestimmt die Summe der Integralflächen, welche durch die Links- und Rechtsverschiebung der beiden optischen Kanäle 12/13 auf der X-Achse entstanden sind, den Kalibrierungswert 2 für die Oberflächen-Spannungsdifferenz dieses artgleichen PP-Substrates 3 von 43 mN/m · die Integraldifferenz beider Kalibrierungsaufnahmen sind den beiden Oberflächen Spannungswerten von 37 mN/m und 43 mN/m zugeordnet, also 6 mN/m, um so das opto dynamische Relativmeßsystem in Betragsübereinstimmung mit den tatsächlichen Absolutwerten zu bringen · die sich aus den beiden Resonanzpunkten ergebene Wellenlänge wird für die weiteren Messabläufe und während des laufenden Messprozesses nicht mehr variiert · damit ist die Zweipunktkalibrierung abgeschlossen · eine Strahlintensitätsüberwachung oder Abweichung ist in der Weise bei der erfinderischen Vorrichtung vorteilhafter Weise realisiert, dass diese immer bei optischer Achsdeckung von 32/33, also bei jedem Rechts- Linkszyklus der X-Verschiebung, über die Sensoren stattfindet Der Messablauf und die Ermittlung der aktuellen Oberflächen Spannungswerte lassen sich für die laufenden Substrate im online Betrieb, und dies sowohl für traversierende wie auch stationäre Meßsystemausführungen, wie folgt beschreiben · die optischen Achsen 27/28/32 und 33 sind zum Messbeginn deckungsgleich · danach erfolgt zunächst die beschriebene Achsverschiebung zur rechten Seite in X-Richtung bis zum Punkt 44 bei gleichzeitiger Aufnahme der Detektionswerte für den optischen Kanal 12 und 13 · anschließend erfolgt die Traversierbewegung und Detektionsaufnahme zur linken Seite in X-Richtung · beispielhaft sind in Figur 4 die sich aus der Rechtsbewegung 23 des Strahlzuführung 2 zum Detektorgehäuse 3 aufgenommenen Spannungsintegrales für PP-Substrate dargestellt · basierend auf den Zweipunktkalibrierwerten von 37 mN/m und 43 mN/m lässt sich jetzt nach der Substitutionsmethode der zwischen diesen beiden Werten liegende und aktuelle Oberflächen Spannungsbetrag rechnerisch leicht ermitteln und ausweisenPraktische Messungen zeigen, dass die mit dem hier beschriebenen Verfahren und deren Vorrichtung ermittelten Oberflächen-Spannungswerte an laufenden Substratbahnen gegenüber den statischen Messungen um +/-1 mN/m als Absolutbetrag variieren und damit in der gewünschten Messauflösung verbleiben. Gleichermaßen sind Messbereiche von 28 - 53 mN/m erzielt worden.
Ein weiteres Beispiel dieser Kalibrier- bzw. Messverfahrensweise und den sich daraus ableitenden Messwerten sind für ein PE-Substrat mit Oberflächen Spannungswerten von 36 mN/m und 42 mN/m der Figur 5 zu entnehmen.
Für einen Meßsystemeinsatz im Traversiermodus wiederholen sich die beschriebenen Messvorgänge zyklisch über die Bahnbreite, wie dies für andere technische Prozessmeßsysteme allgemein bekannt ist. Im stationären Betrieb verbleibt in der Regel der Messkopf über die laufende Substratbahn, wobei es auch denkbar ist, diesen auf einer mechanischen Vorrichtung manuell auf die andere Bahnseite zu verschieben und dort die Oberflächen-Spannung opto dynamisch zu messen.
Zur Prozesskontrolleinbindung oder Nachregelung von Vorbehandlungsprozessen zur Oberflächen Spannungserhöhung, wie dies häufig bei Corona- oder Flammbehandlungen erwünscht ist, sind die ermittelten Substitutions- und über die Kalibrierung zugeordneten Absolutwerte nach einer Signal Konditionierung und in technisch bekannter Weise mit dem gleichen PC umform- und den externen Einrichtungen zu führ bar. Gleichermaßen gilt dies für die statistische Weiterverarbeitung der Meßdaten hinsichtlich deren Mittelwerte, Variationskoeffizienten, Trends, Grenzwertüberschreitungen usw., wie dies von Prozessmesseinrichtungen gefordert wird.
Abschließend sei hervorgehoben, dass die erfinderische Lehre durch die voran stehenden Ausführungsbeispiele lediglich erläutert, jedoch keinesfalls eingeschränkt ist. Vielmehr lässt sich die erfindungsgemäße Lehre auch weitere Verfahrensschritte zur opto dynamischen Oberflächen-Spannung an laufenden Substratbahnen zu, die andere bzw. weitere konstruktive Merkmale aufweisen.
PATENTANSPRÜCHE
1. Verfahren und zur opto dynamischen Oberflächen-Spannungsmessung an laufenden Substrat Bahnen wie : Kunststofffolien, kaschierte oder coatierte Film-, Folien- oder Papierbahnen, welche eine noch messbare optische Transmission im Wellenlängenbereich von 200 bis 8000 nm aufweisen und dadurch gekennzeichnet, dass die optisch-stationär oder über die Bahnbreite traversierend und online arbeitende Messeinrichtung die im Messspalt (31) senkrecht durchlaufende Substratbahn (2) mit zwei um 90 Grad gegeneinander versetzen Optokanälen (12/13) mit chromatischem Licht in einem moderat veränderbaren Wellenlängenbereich von 200 nm bis zu 8000 nm durch strahlt wird und das während der Transmission gegenüber der optischen Y-Achsen (32/33) nach links und rechts gerichtete Querverschiebungen (23) der beiden Strahlzuführungen (12/13) gegenüber den auf der anderen Substratbahnseite befindlichen Detektoren (20) und entlang deren optischen X-Achsen (27/28) stattfinden, so dass die beiden Y-Achsen (32/33) während des für beide Kanäle (12/13) zeitgleich ablaufenden Messvorgangs nicht deckungsgleich sind, und über die so erzeugten optischen Abbildungsverzerrungen sich Transmissionsintegrale ausbilden aus denen der Relativwert der Oberflächen-Spannung gebildet wird.
2. Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass eine optische Detektion der durchlaufenden Substratbahn (22) und deren Grenzschichtbereiche transmittierenden Licht Photonenmenge außerhalb der Brennpunkte (23) der fotoempfindlichen Elemente (20) auf der Sensorseite erfolgt.
3. Verfahren nach Anspruch 1 bis 2, dadurch gekennzeichnet, dass die Wellenlänge zur Findung des größten Absorptionswertes der Materialbahn lückenlos im Bereich von 200 nm bis 8000 nm durchstimmbar ist und die Oberflächen-Spannungsermittlung in diesem Adsorptionspunkt ausgeführt wird.
4. Verfahren nach Anspruch 1 bis 3, dadurch gekennzeichnet, dass mit dem Verschiebeprozess entlang der beiden optischen Achsen (27/28) eine Integralaufnahme als Funktion der transmittierten Lichtintensität verbunden ist.
5. Verfahren nach Anspruch 1 bis 4, dadurch gekennzeichnet, dass der Oberflächen-Spannung Messwert nach der Substitutionsmethode gegenüber zwei bekannten Substratmesswerten gleicher Materialart berechenbar ist.
6. Verfahren nach Anspruch 1 bis 5, dadurch gekennzeichnet, dass zur Meßsystemkalibrierung zwei Oberflächen-Spannungswerte bei gleicher Substratart statisch aufgenommen werden.
7. Vorrichtung zur Durchführung des Verfahrens nach Anspruch 1, wobei die im Messspalt (31) senkrecht durchlaufende Substratbahn (22) mit chromatischem Licht von einer Seite durchstrahlt und auf deren Lichtintensität auf der anderen Substratseite detektionstechnisch erfasst wird, dadurch gekennzeichnet, dass während des Messprozesses eine Verschiebeeinrichtung die Strahlzuführung mit den beiden um 90 Grad versetzten optischen Kanälen (12/13) gegenüber den Detektoren (20) entlang der optischen X-Achse (27/28) geometrisch verändert, so dass deren Y-Achsen (32/33) beim Messvorgang nicht mehr deckungsgleich sind.
8. Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass eine gemeinsame Breitbandlichtquelle (4) für den Wellenlängenbereich von 200 nm bis 8000 nm benutzt wird.
9. Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, dass die Wellenlänge mittels eines akusto optischen Filters (8) lückenlos variiert wird.
10. Vorrichtung nach einem oder mehren der Ansprüche 7 - 9, dadurch gekennzeichnet, dass zwei breitbandige Lichtfaserbündel (12/13) die Strahlzuführung zum Messort an der laufenden Substrat Bahn (22) zuführen.
11. Vorrichtung nach einem oder mehren der Ansprüche 7 - 10, dadurch gekennzeichnet, dass über zwei um 90 Grad versetzte Schlitzblenden (16/17) die Strahlprojektion auf die im Messspalt durch laufende Substratbahn (22) stattfindet.
12. Vorrichtung nach einem oder mehren der Ansprüche 7 - 11, dadurch gekennzeichnet, dass eine gemeinsame Verschiebeeinrichtung die Strahlzuführung (12/13) gegenüber dem Detektorgehäuse (3) entlang der optischen und geometrischen X-Achse (22/23) zu beiden Seiten und während des Messvorganges bewegt.
13. Vorrichtung nach einem oder mehren der Ansprüche 7 - 12, dadurch gekennzeichnet, dass die beiden fotoempfindlichen Detektoren (20) außerhalb deren Linsenbrennpunkte (29) und um 90 Grad gegeneinander versetzt angeordnet sind.
14. Vorrichtung nach einem oder mehren der Ansprüche 7 - 13, dadurch gekennzeichnet, dass die Oberflächen-Spannung Messeinrichtung eigenständig stationär oder mechanisch in vorhandene Traversiersysteme integriert und in den Prozessmessbetrieb online eingebunden ist.
15.
Vorrichtung nach einem oder mehren der Ansprüche 7 - 14, dadurch gekennzeichnet,
dass die mathematische Auswertung, Ermittlung der Oberflächenspannungswerte,
Steuerung der Verschiebeeinrichtung und des akusto optischen Filters (8) mittels
eines Personalcomputers ausgeführt wird.